How long does it take to start an injection molding business?
Plastic Injection Molding usually takes 6 to 12 months to start, but the real schedule depends on sequencing: facility buildout, electrical service, machine delivery, mold fabrication, resin setup, sample runs, and customer approval. Machine commissioning can’t start until power, cooling, and compressed air are ready, and production can’t start until molds pass trial shots and dimensional checks. Revenue starts only after RFQs convert into approved samples or first article parts, and a simpler niche with fewer molds can open faster than a broad parts mix.
Launch path
6 to 12 months is the common range
Power, cooling, air must be live
Molds need trial shots and checks
Approved samples unlock first revenue
Delay risks
Late utility upgrades slow commissioning
Delayed molds push the start date
Missing dryers or chillers stall output
Customer approval can stretch the ramp
Model 980,000 units for year one
How do you get customers for an injection molding business?
What are the biggest plastic molding business launch risks?
The biggest risk in Plastic Injection Molding is starting production before utilities, molds, operators, QC documents, and customer approvals are ready. With a 980,000-unit first-year plan, even a small issue can hit schedule and cash fast, so run a readiness gate before any production PO and don’t count forecast revenue until the approval path is clear.
Big launch risks
Electrical capacity can be too low
Mold trials get skipped
Jobs exceed machine capacity
No qualified operators on shift
Readiness signals
Tested molds and process settings
Clear inspection plan and QC docs
Resin supply and maintenance plan ready
Customer-approved samples before launch
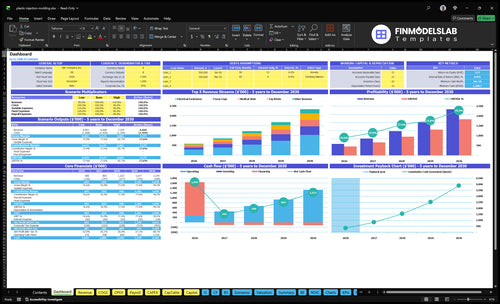
Plastic Injection Molding Financial Model
5-Year Financial Projections
100% Editable
Investor-Approved Valuation Models
MAC/PC Compatible, Fully Unlocked
No Accounting Or Financial Knowledge
Confirm the shop is ready before taking production orders
Launch readiness checklist
Use this go-live approval checklist before opening and taking production orders.
1Compliance
Entity and tax setup completeCritical
The entity, tax ID, and registrations must be live before contracts or vendor orders start.
Zoning and occupancy clearedCritical
Occupancy and zoning clearance keep the plant from being shut down at move-in.
Insurance and safety boundCritical
Coverage should be bound before machines, staff, or customer property are on site.
2Facility
Electrical load confirmedCritical
The main panel must handle both molding machines without trips or heat issues.
Ventilation and cooling commissionedHigh
Cooling and airflow keep resin, molds, and operators in safe operating ranges.
Truck access and storage readyHigh
Parts, resin, and truck lanes need room so material flow does not choke launch.
3Equipment
Molding machines installedCritical
Machines need to be installed and powered before any sample run or order.
Molds run stable cyclesCritical
Trial runs must hold cycle time and part quality before quoting volume work.
Air and handling systems liveHigh
Air and handling gear must work so parts move cleanly and scrap stays low.
4Suppliers
Primary resin grades sourcedCritical
Primary resin grades must match the first SKUs before production is booked.
Backup suppliers confirmedHigh
Backup suppliers cut shutdown risk if a grade, colorant, or box runs short.
Packaging and maintenance stockedHigh
Stocked packaging and mold-care supplies keep first orders moving without stops.
5Staffing
Operators and technicians staffedCritical
Operators and techs must be on shift before start-up and changeovers begin.
Inspection plan approvedCritical
QC checks need a written plan so bad parts do not ship.
Preventive maintenance rules setHigh
Preventive maintenance rules protect uptime once weekly volume ramps.
6Launch
RFQ intake and quotes liveCritical
RFQ intake and quote format must be live before sales can close jobs.
Customer specs approval workflow setCritical
Specs and approval steps keep custom jobs from starting with bad input.
Year one mix matches forecastHigh
The model uses 250k bottle caps, 150k gear cogs, 80k enclosures, 300k bricks, and 200k vials.
Cash runway covers setupCritical
Cash must cover lease, payroll, and capex before month 1 pressure hits.
Go-live signoff completeCritical
Final signoff should confirm no blockers are left before go-live.
Which launch drivers decide whether the shop opens on time?
1Facility Ready
6-12 mo
If power, cooling, air, or truck access lag, machines sit idle and launch slips.
2Machine Commissioning
980K units
Wrong tonnage, missing auxiliaries, or weak commissioning keeps capacity below target and delays paid runs.
3Mold Validation
Sample OK
Molds need trial shots and dimension checks before the first saleable parts can ship.
4Resin Supply
Backup source
Late resin, wrong grades, or no backup source can stop first production orders fast.
5QC Control
QC gate
Process sheets and inspection rules keep scrap down and stop bad parts from shipping.
6Sales Approval
$580K Y1
Booked demand and sample approval turn setup work into cash; no approval means no launch revenue.
Facility And Utility Readiness
Facility and Utility Readiness
For plastic injection molding, the building is not just a lease cost; it’s the gate to first production. If power, cooling, compressed air, ventilation, resin storage, truck access, zoning, or safety controls are late, machines sit idle and the opening date slips. A ready site means equipment can be placed, powered, cooled, exhausted, and fed by material flow on day one.
Here’s the risk: machine commissioning depends on utilities, resin flow depends on storage and dryers, and shipping depends on loading access and packaging space. A delayed power upgrade or chiller install can push the whole 6 to 12 month opening plan. One clean sentence: no utilities, no production.
Lock the Site Before Delivery
Before any machine lands, confirm the full facility chain: electrical capacity, floor layout, chiller placement, compressor setup, dryer area, resin storage, material handling, loading access, and fire and safety controls. That turns delivery into test shots, not storage fees. It also keeps staffing, insurance, and inspection timing tied to a real opening date instead of a guess.
Verify electrical load and panel capacity.
Map machine, chiller, and compressor placement.
Set dryer and resin storage workflow.
Test truck access and packaging space.
Document zoning, fire, and safety checks.
1
Machinery Procurement And Commissioning
Press Fit And Commissioning
Machine choice decides day-one capacity. If the press tonnage, meaning clamping force, does not match the mold and part size, the shop can’t move from setup to paid runs. For a Year 1 mix of high-volume small parts and larger electrical enclosures, the machine set has to cover both. One bad fit, missing auxiliary gear, or slow delivery can turn an installed shop into idle steel.
Readiness means more than delivery. The machine must be installed, powered, cooled, tied to compressed air, and tested with the right mold before it can count as production-ready. Here’s the quick math: if launch depends on 980,000 units in Year 1, every delayed test cycle pushes revenue and cash back, and the team still carries rent, utilities, and labor.
Commission In The Right Order
Start with the utility check, then the press plan. Verify floor space, power, cooling, air, and material handling before machines arrive. Then confirm mold fit, dryers, chillers, compressors, loaders, inspection tools, and maintenance supplies. If any one of those is late, trial shots stop, operators wait, and the first customer batch slips.
Match press tonnage to each target part.
Stage auxiliary gear before installation.
Run test cycles with approved molds.
Stock maintenance parts on day one.
What this hides: unplanned maintenance gaps can slow the handoff from trial shots to paid batches, even when the machine is on site. Assign one owner to track lead times, install dates, and test signoff so the opening plan stays tied to actual output, not just purchased equipment.
2
Mold, Tooling, And Part Validation
Mold Validation
If you’re waiting on the first saleable part, this is the gate. A mold only becomes revenue after trial shots, dimension checks, cycle time checks, defect review, and customer approval. If the part misses tolerance or the cycle is unstable, opening slips because you still have setup work, not production.
This matters most for higher-value parts like electrical enclosures at $350 per unit. A delayed first article or mold rework can hold up a large revenue stream and leave machines, labor, and resin tied up before day one starts paying.
Pre-Open Validation Plan
Lock the trial path before launch: schedule mold trials, document shot settings, inspect dimensions, track defects, and submit samples or first article parts. Machine commissioning and resin availability have to come first, and QC needs a clear hold/release step before customer signoff.
Schedule trials before launch.
Record shot settings every run.
Inspect dimensions and defects.
Confirm cycle time is stable.
Fix flash, short shots, warpage.
Use a simple rule: no approval, no production. If the part needs rework, stop and correct the mold or process window before promising ship dates. That keeps day-one output realistic and protects early cash from scrap and rework.
3
Resin, Materials, And Supplier Reliability
Resin Supply Readiness
If resin isn’t approved and on hand, the shop can’t quote cleanly, trial molds, or ship first orders on time. This driver covers resin grade selection, supplier accounts, minimum orders, drying settings, colorants, additives, packaging, and backup sources. For parts priced from $0.15 bottle caps to $350 electrical enclosures, the material plan has to match both margin and volume.
The launch risk is simple: a late shipment, wrong grade, or missing colorant can stop production after the machines are ready. Day-one readiness means approved resin, reorder points, and backup suppliers are in place, with lot tracking where required. One missing bag of material can idle a press.
Lock Materials Before Trials
Open supplier accounts early, confirm grade availability by part, and write the material spec for each job before mold trials start. Set storage and dryer workflow, then test the drying settings with the actual resin, not a substitute. That keeps the first run from turning into a scrap and rework problem.
Build a simple launch file with material cost, minimum order, colorant, additive, packaging, and lead time for each part. Also record the backup source and lot rules. If inventory timing is loose, production stops even when demand is ready.
Approve resin by part number.
Confirm backup source before opening.
Set reorder points and lot tracking.
4
Quality System And Process Control
Quality Control Before First Ship
If the shop cannot prove parts meet specs and repeat the same process, it cannot ship with confidence on day one. For injection molding, samples need QC before approval and paid batches need hold/release checks before shipment, or you get rejected first articles, rework, and customer delays.
This matters even more with a 980,000-unit Year 1 plan, because small defect rates compound fast. Missing inspection plans, process sheets, machine settings, or scrap logs can turn a ready press into idle output, cash strain, and a launch that slips because the parts are not release-ready.
Lock the Process Before Release
Before opening, write the inspection plan, define customer requirements, set process parameters, and train operators on packaging checks, scrap tracking, and safety rules. Keep one clean record for each part so the team can show what was made, how it was made, and why it passed.
Log machine settings every run.
Track scrap by part and cause.
Use release rules before shipping.
Hold samples until QC passes.
Document basic compliance early.
That setup cuts rework and protects first revenue, while weak process control raises the chance of rejected parts and delayed customer signoff.
5
Sales Pipeline, RFQs, And Customer Approval
RFQs And Customer Approval
This shop can have machines, molds, and staff in place and still miss launch if RFQs (requests for quote), samples, and customer signoff are not moving. In injection molding, the first revenue comes only after drawings are clear, quotes are accepted, and the first purchase order is issued.
Here’s the quick math: the year 1 revenue plan is $580,000, rising to $2,338,750 by year 5, so booked demand matters on day one. If specs are fuzzy or approvals drag, setup work stays as cost, not cash. Customer approval is the gate that turns trial parts into shipped orders.
Line Up The First PO
Before opening, lock the sales path in this order: target part, drawing set, volume need, quote, sample run, first article, approval, and first PO. If any step is missing, the launch can slip even when the plant is ready. One clean approval path beats a stack of half-finished quotes.
Keep sales promises tied to actual machine capacity, mold readiness, resin availability, and QC capability. Define a quote template, sample policy, customer spec file, approval timeline, and repeat-order path now, so the team can move from RFQ to shipment without guesswork.
Start by choosing a narrow parts niche, then secure a facility, machines, molds, resin suppliers, operators, and a quality process The researched plan assumes a 6 to 12 month opening path and a Year 1 ramp of 980,000 units First revenue comes after RFQs, sample parts, customer approval, and the first paid batch
Most launch plans should allow 6 to 12 months, depending on facility work, machine delivery, tooling, utilities, and customer approval The delay is usually not one task Power, cooling, compressed air, mold trials, resin setup, and first article approval have to happen in the right order before paid production starts
You need manufacturing competence on the team before taking orders If the founder lacks it, hire or contract for setup, processing, maintenance, and quality control A Year 1 plan with 980,000 units leaves little room for learning on live customer parts Operators must know machine setup, defects, scrap control, and inspection basics
The common delays are utility upgrades, late machine commissioning, mold rework, resin issues, missing QC documents, and slow customer approval Tooling is a launch gate because samples must meet specs before production If first article approval drags, revenue can slip even when the shop floor looks ready
Validate readiness before taking production orders Confirm the machine, mold, resin, operator, inspection plan, packaging, and approval workflow for each part In the base planning case, Year 1 revenue is $580,000 across five product types, so each order should tie to real capacity, supplier readiness, and documented quality checks
About the author
Daniel Brooks
Practical Business Analyst
Daniel Brooks is a practical business analyst at Financial Models Lab, where he writes about small business budgeting and estimating what a new business can realistically earn. He creates clear, beginner-friendly content for people planning to open a physical location, with a focus on realistic assumptions, break-even explanations, and what it really takes to get a business off the ground.
Choosing a selection results in a full page refresh.