How long does it take to open a precast concrete plant?
Architectural Precast Concrete usually takes 6–12+ months to open, and longer if the site needs heavy changes. The delay is rarely company formation; it’s usually facility approvals, zoning, drainage, truck access, crane or forklift setup, molds, casting beds, equipment delivery, mix testing, curing space, and hiring experienced supervisors. If the building already works for concrete production, the schedule can be shorter; if not, it can stretch fast.
What usually takes time
Facility approvals and zoning first
Drainage and truck access next
Molds and casting beds take time
Hiring skilled production supervisors matters
Best opening sequence
Finish facility and permits first
Then install equipment and molds
Next lock supplier contracts and test batches
Then run QC, training, samples, pilot production
What do you need to start an architectural precast concrete business?
To start an Architectural Precast Concrete business, build the launch stack first: zoning-cleared production space, casting capacity, batching access, handling gear, QC, trained labor, insurance, suppliers, and first buyer relationships; for margin planning, see How Increase Architectural Precast Concrete Profits?. Sequence equipment around the first product line, with Year 1 output assumptions of 12,000 facade panels, 4,500 cornices, 800 window kits, 200 columns, and 1,200 medallions.
Launch Stack
Secure production facility and zoning clearance
Add casting space, molds, tables, or beds
Set batching access or ready-mix supply
Buy reinforcement, lifting, and handling equipment
Readiness Checks
Prove sample finish, color, texture, and strength
Install curing controls and finishing tools
Set QC procedures and shop drawing process
Plan columns and window kits for higher handling complexity
What are the biggest mistakes starting an architectural precast concrete business?
The biggest mistakes in Architectural Precast Concrete are starting before the plant, molds, samples, crew, and cash are ready. With model assumptions of 18,700 Year 1 units and $569M in revenue, launch capacity has to match the sales plan from day one. QC testing at 0.5%–0.7% of revenue and safety compliance at 0.4%–0.6% are not optional costs; skipping them is a false saving.
Readiness risks
Don’t underestimate mold lead times.
Don’t open without approved sample panels.
Don’t launch with weak QC records.
Don’t run with too little curing capacity.
Go/no-go checks
Gate launch on facility readiness.
Confirm supplier reliability first.
Train the crew before first pour.
Get signed contractor interest in hand.
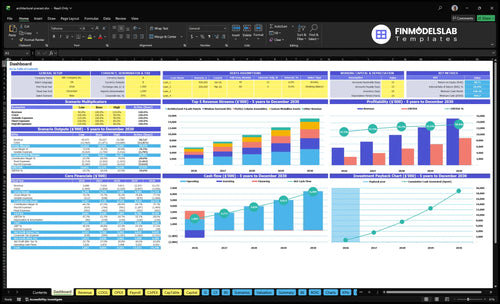
Architectural Precast Concrete Financial Model
5-Year Financial Projections
100% Editable
Investor-Approved Valuation Models
MAC/PC Compatible, Fully Unlocked
No Accounting Or Financial Knowledge
Build the architectural precast concrete opening checklist before approving launch
Launch readiness checklist
Use this go-live approval checklist before opening and starting first deliveries.
1Compliance
Business registration filedCritical
You need a legal entity before permits, lease terms, and vendor contracts can bind.
Zoning and truck access approvedCritical
Truck access must work for heavy deliveries and finished-panel pickup.
Environmental and safety permits clearedCritical
Confirm runoff, dust, and worker safety rules before pouring concrete.
Insurance policy boundHigh
Coverage should start before molds, lifts, and first site visits.
2Plant
Production floor readyHigh
The floor must fit casting, finishing, storage, and safe traffic flow.
Batching and curing systems liveCritical
The line needs clean batches and curing capacity before first production.
Steel molds installedCritical
Molds must be in place so launch orders can be formed without delay.
3Supply
Cement supply contracts signedHigh
Approved suppliers keep cement and aggregates from stopping the line.
Reinforcement and inserts stockedHigh
Rebar, inserts, and hardware need on-hand stock for launch orders.
Freight lanes bookedMedium
Booked lanes protect delivery windows for heavy panels and site drops.
4Quality
Shop drawing workflow liveCritical
Drawings must route fast enough for engineer and customer signoff.
Sample panels approvedCritical
Approved samples reduce rework and lock the finish standard.
Inspection criteria documentedHigh
Clear pass-fail rules stop bad panels from shipping.
5Team
Production lead hiredCritical
A production lead needs clear control before the first pour.
QC role assignedHigh
QC ownership keeps defects out of shipped panels.
Crew handling training completeHigh
Crew training should cover lifting, finishing, and safe handling.
6Go-live
Pricing and bid pack readyCritical
Quotes must reflect unit costs and margin before the first bid goes out.
First project commitments signedCritical
You need real demand, not interest, before fixed costs hit.
Cash runway covers launchCritical
Cash must hold through the Month 2 low and early working capital needs.
Which launch drivers decide whether this precast facade plant is ready?
1Facility & Handling
6-12+ mo
If floor, yard, drainage, and truck paths aren't ready, opening can slip past the launch range.
2Molds & Equipment
18.7K units
Approved forms and casting tools set output for 18.7K Year 1 units and lower scrap.
3Mix & QC
0.5-0.7%
Tested mix, color, and strength keep facade panels saleable and cut costly rework.
4Supplier Workflow
Lead time
Late cement, inserts, or curing gaps miss delivery dates and disrupt the first project schedule.
5Crew & Safety
$14-$320
Trained crews and safe lifting reduce scrap, injuries, and learning-curve mistakes on customer jobs.
6Sales Pipeline
$569M
Active bids and sample approvals turn capacity into $569M Year 1 revenue; without them, the plant idles.
Facility And Material-Handling Readiness
Facility and Material Handling
For architectural precast concrete, opening on time depends on having enough floor and yard space to cast, cure, store, stage, and load heavy panels without chips or cracks. If the plant cannot move wet or finished pieces safely, day-one output stalls fast, even if the molds and crew are ready.
Here’s the quick check: confirm zoning, truck access, drainage, safety paths, forklift or crane routes, lifting plans, and a clean loading sequence before full production starts. The plant should separate wet casting, curing, finishing, inspection, and shipping so movement stays damage-free and the ramp toward 18,700 Year 1 pieces does not get trapped by handling delays.
Verify space, paths, and permits first
Before launch, walk the site and map every move from pour to truck. Check that permits are in place before full production, and that handling equipment is ready before large panels or column assemblies start. One missed path or tight turn can turn into scrap, rework, or missed delivery dates.
Use a simple readiness list:
Confirm zoning and permit status
Measure casting, curing, and storage space
Mark forklift and crane lanes
Test truck loading and unloading flow
Document lifting and staging sequence
1
Molds, Forms, And Production Equipment
Repeatable Molds First
Molds and forms set the launch pace for architectural precast concrete. If approved mold designs, casting beds, vibration tools, reinforcement setup, finishing tools, and mold release steps are not ready, the plant cannot make consistent pieces on day one. One-off custom forms slow output, raise scrap risk, and push opening dates because every new shape needs more setup and checks.
The key dependency is simple: shop drawings before custom forms, then test batches before full runs. Launch risk rises fast when every facade panel is custom before the crew has a repeatable rhythm. A tighter first product mix, like core facade panels and cornice sections, helps the team start with fewer rejects and a cleaner pilot run.
Standardize the First Run
Before opening, verify which products will use the first molds and how many casting cycles each mold must handle. Align mold count with Year 1 unit assumptions, but do not buy or build forms for complex assemblies until the team has proven the process. The goal is simple: repeatable output before scaled sales. That keeps the opening date realistic and avoids promising volume the shop cannot hit.
Approve shop drawings first.
Test release agents on sample runs.
Set a clear mold cycle plan.
Match mold count to Year 1 demand.
Start with standard panel types.
Delay complex assemblies until stable.
What this setup hides is the labor and time lost to trial-and-error. If the crew has to relearn release, stripping, and finishing on paid jobs, day-one throughput drops and rejected pieces rise. Keep the first production line narrow, document the steps, and assign one owner to mold readiness so the plant can open with usable capacity, not just equipment on the floor.
2
Mix Design And Quality Control
Mix Design And Quality Control
For architectural precast concrete, mix design and QC are a launch gate, not a back-office task. You do not open safely until tested strength, finish consistency, color, texture, and reinforcement placement are stable, because bad panels are costly to fix after shipment.
The day-one risk is rework. If panels leave the plant before sample panels, cure results, inspection records, and written acceptance criteria are locked, you can miss handoff dates, frustrate contractors, and burn cash on replacements. QC testing is modeled at 0.5%–0.7% of revenue, so the spend is small; the cost of unstable production is not.
Test Before You Bid Bigger Work
Start with test batches and approved sample panels before you promise larger facade packages. That sequence protects opening dates because it confirms the mix, the curing workflow, and the finish standard before full production starts. One clean rule helps: no shipment until the panel passes the written acceptance criteria.
Assign one QC owner and track the same checks every time. Verify sample approvals, QC logs, dimensional checks, and handling inspections. The main dependencies are supplier consistency, curing space, and trained QC control. If any one of those slips, launch can still happen, but first-day output gets slower and more error-prone.
Lock acceptance criteria in writing.
Approve sample panels before bidding.
Record strength, finish, and dimensions.
Inspect handling before shipment.
Keep curing workflow consistent.
3
Supplier And Curing Workflow
Supplier and Curing Workflow
This launch driver decides whether you can cast, cure, and ship on time. For architectural precast concrete, the first-project readiness signal is not just forms and labor; it is confirmed supply of cement, aggregate, admixture, pigment, reinforcement, inserts, lifting hardware, sealers, packaging, and freight, plus a curing plan that fits your output.
The weak spot is simple: if pigment, reinforcement, inserts, or lifting hardware arrive late, the pour moves, the cure window slips, and delivery dates get missed. You also need mix design approvals and enough curing space before you promise lead times. Here’s the quick math: no material flow means no finished panels, so early revenue depends on supplier timing as much as sales.
Set the supply chain before the first pour
Lock vendor qualification, backup suppliers, delivery windows, batch tracking, storage rules, and shipping coordination before opening. Stage inserts and reinforcement before casting day, and verify reorder timing for the unit inputs tied to production: specialty cement, aggregates, steel reinforcement mesh, chemical admixtures, and mold release agents.
Then test the curing flow in the real shop: confirm space, handling paths, and release timing from cure to load-out. If the plant cannot hold work safely through curing, you will either overpromise lead times or push jobs past the delivery date. One clean rule: do not sell a ship date until the cure slot is open and the truck plan is set.
Qualify at least one backup supplier.
Track every batch and delivery window.
Reserve curing space before quoting lead times.
Stage reinforcement, inserts, and hardware first.
4
Skilled Crew And Safety Systems
Skilled Crew First
Opening this plant depends on having the right crew before the first paid job. The readiness signal is a production lead, form setters, concrete finishers, reinforcement workers, equipment operators, a QC role, and shop drawing coordination, all tied to OSHA-focused handling rules.
Here’s the quick math: direct production labor is $14 per facade panel, $6 per cornice, $85 per window kit, $320 per column assembly, and $45 per medallion. If new workers learn on customer jobs, scrap, incidents, and schedule slips can hit day-one cash flow fast.
Train Before First Delivery
Hire supervisors first, then train the crew on lifting plans, curing steps, finishing standards, inspection logs, and truck loading. Equipment training must come before moving heavy facade elements, or the plant can’t run safely from day one.
Lock the work sequence before opening: shop drawings, form setup, reinforcement, pour, cure, finish, inspect, then load. One clean rule: no customer panel ships without a logged inspection and a trained operator on the move path.
Assign one owner for QC logs.
Train lifts before heavy moves.
Separate learning from live orders.
Document loading and curing steps.
5
Sales Pipeline And Project Approvals
Approved Projects Before Opening
For architectural precast concrete, sales pipeline and project approvals are a launch gate, not a later sales task. You can’t promise day-one output without active relationships with architects, contractors, developers, facade subcontractors, and restoration firms, plus sample panels, specs, lead times, and shop drawing capability.
The risk is opening with plant capacity but no approved work. Here’s the quick math: the Year 1 revenue assumption is about $569M across five product lines, so even early jobs must be real, scoped, and scheduled against mold capacity. Small approvals for cornices, medallions, or sample facade work can bring cash in sooner and keep labor busy.
Lock the First Jobs First
Before opening, build bid lists, produce samples, document finishes, and get small approvals in writing. Ask for deposits early, then match each project to mold capacity, QC approval, and the production schedule before you commit to delivery dates. If shop drawings or sample sign-off slip, your start date slips too.
Verify architect and contractor contacts.
Prepare sample panels and finish records.
Track lead times before quoting.
Align early work to mold capacity.
Get deposits before production starts.
Do not promise without QC approval.
What this hides: slow approvals can leave crews idle even when the plant is ready. If the first jobs are not approved, you may have equipment, labor, and fixed costs on day one but no revenue to cover them.
Start by proving the plant can produce approved pieces, not just by filing the entity The planning case assumes a 6–12+ month launch, 18,700 Year 1 units, and about $569M in Year 1 revenue Gate the opening on facility readiness, molds, mix testing, QC records, trained crew, supplier contracts, and signed project interest
Plan for 6–12+ months, with the schedule driven by facility approvals, equipment lead times, mold fabrication, curing space, and supervisor hiring The fastest path is a ready facility with outsourced batching and a narrow product line Custom molds, weak truck access, or late sample approvals can push opening beyond the base range
Yes, sample panels are a practical sales and QC tool before larger facade work They help architects, contractors, and developers approve finish, color, texture, and handling expectations In the model, Year 1 includes 12,000 facade panels and 4,500 cornice sections, so early sample approval protects both revenue timing and production quality
The main delays are molds, curing capacity, lifting equipment, mix design testing, and skilled production labor Business formation is usually not the constraint QC testing is modeled at 05%–07% of revenue, and safety compliance at 04%–06%, so these workflows need budget, ownership, and time before opening
Secure project commitments before the plant is fully ramped Focus on architects, general contractors, facade subcontractors, developers, and restoration firms using samples, spec sheets, lead times, and shop drawing capability Smaller early work, such as cornice sections at $95 or medallion insets at $750 in Year 1 pricing, can create proof before larger facade packages
About the author
Oscar Bryant
Startup Planning Writer
Oscar Bryant is a startup planning writer at Financial Models Lab, where he helps early-stage founders make a business idea easier to evaluate through simple financial projections. He breaks down revenue, expenses, and profit in a clear, practical way, with a focus on cost and income assumptions that help readers understand the numbers behind everyday business ideas.
Choosing a selection results in a full page refresh.