What mistakes create the biggest launch risks in electronics manufacturing?
The biggest launch risk in Electronic Component Manufacturing is opening before production readiness is proven, then taking orders before capacity, yield, and quality control are locked. Treat testing as a launch gate, not a final step: if pilot runs miss buyer specs, delay commercial orders and use ready/not-ready checks for equipment commissioning, inspection points, defect logs, rework, sample approval, operator training, and ESD controls.
Launch readiness
Prove commissioning before launch.
Run pilot builds first.
Delay orders on failed specs.
Use ready/not-ready checks.
Quality control
Track yield from day one.
Log defects and rework.
Train operators before start.
Protect ESD controls.
How do you get customers for electronic component manufacturing?
You get customers for Electronic Component Manufacturing by selling proof first: samples, prototype runs, and RFQs (requests for quotation), then building ties with OEMs, contract manufacturers, distributors, and purchasing managers. With 460,000 units in year-one volume, or about 38,333 units a month, buyers need confidence in repeat supply, so the first revenue step is a qualified sample run or purchase order; for launch spend, see What Is The Estimated Cost To Open And Launch Your Electronic Component Manufacturing Business?
First buyers
Start with qualified sample runs
Offer prototype batches fast
Respond to RFQs quickly
Target OEMs and contract manufacturers
Repeat order proof
Build a pricing file
Add lead times and MOQ
Show test data and specs
Prove yield, traceability, delivery
How long does it take to start electronic component manufacturing?
If you’re starting Electronic Component Manufacturing in the US, plan on 6 to 12+ months before launch. The real clock is sequencing: lease first, then utilities and layout, then power, ventilation, ESD flooring, storage, and test areas before equipment commissioning. Qualify suppliers and finish quality documents before pilot runs, and hire technicians early enough to handle calibration, setup, and rework.
Build order
Lease before utility work.
Finish layout before equipment.
Install ESD flooring early.
Set test areas before commissioning.
Launch risks
Qualify suppliers before pilot runs.
Prepare quality docs first.
Hire technicians before calibration.
Pilot defects can reset the clock.
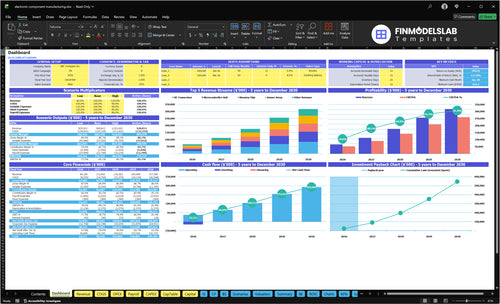
Electronic Component Manufacturing Financial Model
5-Year Financial Projections
100% Editable
Investor-Approved Valuation Models
MAC/PC Compatible, Fully Unlocked
No Accounting Or Financial Knowledge
Confirm whether the factory is ready to accept production orders
Launch readiness checklist
Use this go-live approval checklist before opening to confirm the plant is ready to launch.
1Compliance
Entity, tax, and insurance setCritical
Set the legal shell, tax IDs, and coverage before any plant spend or hiring.
Accounting records openedHigh
Open books early so capex, payroll, and inventory hit the right accounts.
Zoning and occupancy approvedCritical
No site move should happen until local use and occupancy are cleared.
OSHA and EPA review completeCritical
Safety and waste rules can block launch if chemicals, dust, or emissions apply.
2Facility
Receiving to shipping flow setHigh
Map the path once so parts do not cross and defects are easier to catch.
ESD controls protect chips from hidden damage during handling and test.
Utilities and waste systems readyCritical
Power, air, water, and disposal must hold up before first production.
3Equipment
Wafer tools commissionedCritical
Commission tools early so process drift shows up before customer orders.
Test benches validatedCritical
Validated benches keep acceptance tests repeatable from the first lot.
Quality procedures signedHigh
Written SOPs cut rework and make defect data usable in week one.
4Supply
Supplier agreements signedCritical
Locked terms reduce the chance of line stops from single-source parts.
Backup sources confirmedHigh
Backup sources matter if yield slips or a primary vendor misses a lot.
Raw material inventory stagedHigh
Stage starting inventory so launch is not delayed by basic inputs.
5Staffing
Key roles staffedCritical
The plant needs clear owners for manufacturing, quality, sales, and admin.
Operators and technicians trainedCritical
Training should cover process steps, safety rules, and defect escalation.
Shift coverage setHigh
Coverage must hold through startup spikes, absences, and maintenance.
6Launch
Sample requests in pipelineHigh
Early samples prove fit before you count on repeat purchase orders.
Buyer specs confirmedCritical
Specs need signoff so the first build matches customer use cases.
Year 1 capacity modeledCritical
Year 1 output totals 460,000 units, so staffing and tools must match.
Unit costs and overhead checkedCritical
Use the listed per-unit costs and 3.0% revenue-based overhead before pricing.
Opening cash floor confirmedCritical
The model's minimum cash is $224k in Month 1, so runway can't slip.
Which launch drivers decide whether the factory opens on time?
1Component Scope
5 lines
Narrow scope cuts validation risk because each line needs its own specs, tests, and buyer approval.
2Facility Readiness
Month 1
A ready site protects the opening month by covering power, ventilation, storage, and test-room flow.
3Equipment & Test
6-12+ mo
Equipment lead times can stretch opening, so pilot runs must prove traceable output before go-live.
4Supplier Qualification
Vendor gate
Approved vendors and incoming checks keep pilot runs from stalling on one missing material.
5Quality Validation
Pilot pass
Qualified samples prove yield and specs before you accept commercial orders.
6Sales Pipeline
First PO
Buyer approval plus repeatable production is the first real revenue gate here.
Component Niche And Production Scope
Focused Product Scope
Your opening date depends on how narrow the first product scope is. Each component family needs different specs, tests, materials, tolerances, and buyer qualification, so trying to launch all five lines at once can slow equipment buys, supplier approvals, and first samples.
A day-one-ready line is one matched to equipment, supplier access, test capability, and buyer demand. The Year 1 plan totals 460,000 units: microcontroller units 100,000, power management integrated circuits 80,000, memory chips 150,000, sensor arrays 60,000, and radio-frequency transceivers 70,000. Narrow scope lowers validation risk.
Match One Line First
Before opening, rank each line by spec maturity, material access, and test readiness. Start only where approved vendors, incoming inspection rules, and a pilot run path already exist. If one line is missing any of those, it can delay the whole facility and block first revenue.
Lock specs before buying equipment.
Qualify suppliers for that one line.
Build test methods into setup.
Confirm buyer demand for samples.
Leave the rest for phase two.
1
Facility And Utilities Readiness
Facility and Utilities Readiness
If the site can’t handle zoning, occupancy, power, ventilation, and clean process flow, the launch slips fast. For electronic component manufacturing, the space has to support receiving, storage, electrostatic discharge controlled production, testing rooms, and shipping without crowding or cross-traffic. A bad lease decision here can delay opening month, block installation, and force costly rework before the first unit ships.
Here’s the quick math: the facility must fit the workflow from receiving to inspection to production to final test, plus room for machinery delivery, calibration, maintenance access, and safe material handling. If the power load or ventilation plan is weak, you may have staff hired and equipment bought, but no legal or usable place to run it.
Verify the space before you sign
Check the site against the actual equipment layout, utility load, and material flow before the lease is final. The goal is simple: the building must work on day one, not after change orders.
Confirm zoning and occupancy approval.
Match power and ventilation to equipment needs.
Reserve space for delivery and maintenance access.
Separate receiving, test, and shipping paths.
Document the flow from incoming materials to final test, and test it with the real equipment map. If the space cannot support clean movement, storage, or controlled production areas, it becomes a launch bottleneck and can put the first month at risk.
2
Equipment And Test Capability
Equipment And Test Capability
Production gear is not launch-ready when it is just delivered. It has to be installed, calibrated, commissioned, maintained, and linked to test records, or you may open with machines that cannot prove quality. For electronic component manufacturing, that means test benches, inspection tools, calibration logs, and spare parts must be in place before the first paid run.
The timing risk is real: equipment lead times can push opening into the 6 to 12+ month range. Buying too early is also a trap if product specs and test requirements are still moving. A pilot run that produces traceable data is the real readiness signal, and the equipment stack has to support the 460,000-unit Year 1 plan.
Keep The Line Test-Ready
Lock the product spec first, then buy the line. Map each component’s test needs, required tolerances, and inspection points, then order equipment against that sheet. Tie acceptance to a pilot run, calibration sign-off, and traceable output records, not to installation alone.
Confirm test requirements first.
Match capacity to 460,000 units.
Require pilot-run traceability.
Stock critical spare parts.
Document calibration and maintenance.
Train operators before shipment.
3
Supplier And Materials Qualification
Supplier Qualification
Materials control opening timing. For electronic component manufacturing, you cannot start pilot runs or ship day-one orders until conductive materials, substrates, housings, packaging, chemicals, and consumables are approved. The gate is simple: approved vendor files, traceability, quality documents, and incoming inspection criteria. Without them, yield drops and the first production schedule slips.
Single-source items are the real risk. One missing substrate or chemical can block pilot runs, and that blocks repeat purchase orders too. That matters here because Year 1 plans rely on steady production across five component lines and 460,000 units total. If supplier proof is weak, opening on time becomes a paperwork claim, not an operating plan.
Qualify sources before launch
Start with the parts that can stop the line. Check each supplier's minimum order quantities, lead times, traceability, quality docs, and backup source. Put the approved-vendor file in place before you promise launch dates, because procurement timing drives both cash needs and delivery promises.
Use incoming inspection criteria on the first receipts, not after. If a material fails spec, you need a written reject path and a second source ready to order. That keeps pilot runs moving and avoids a launch delay from one bad lot or a long replacement lead time.
4
Quality System And Pilot Validation
Quality System Before First Orders
For electronic component manufacturing, opening on time depends on a qualified pilot run, not just installed machines. Before commercial orders, the team needs standard operating procedures, electrostatic discharge procedures, inspection points, test data rules, defect codes, rework steps, and sample approval gates so every lot is traceable and repeatable.
The real readiness signal is a pilot sample that meets buyer specs and shows stable yield. If defects show up after purchase orders are accepted, the launch slips fast, scrap rises, and day-one output may miss ship dates. Quality assurance overhead is modeled at 02% of revenue, but process discipline matters more than the percentage.
Lock the Pilot Gate
Run the pilot like a release test. Verify incoming inspection, ESD controls, calibration logs, test benches, rework flow, and sample sign-off before you promise volume. One clean line: no approved sample, no commercial order.
Use the pilot to capture the facts buyers will ask for: lot traceability, defect counts, yield by step, and pass/fail records. If the pilot cannot hold the spec, fix the process first, because weak validation turns first revenue into rework, delay, and cash burn.
Document every test result.
Assign one sample approval owner.
Track yield before selling.
Hold orders until spec match.
Train operators on rework rules.
5
Sales Pipeline And First Purchase Orders
First Purchase Orders
Opening on time depends on turning buyer interest into a qualified sample run or a purchase order. For electronic components, that means the customer has approved specs, test records, pricing, and lead times. Broad marketing claims do not pay the bills on day one, but buyer approval tied to proven capacity does.
This matters even more when the plan assumes $661 million in Year 1 revenue. If the sales team books more quoting than the line can make, the launch slips, delivery gets messy, and cash needs rise. No PO, no launch-grade demand.
Quote Only What the Line Can Prove
Before opening, lock a quote process that checks samples, buyer specifications, requests for quotation, OEM qualification, pricing files, and lead times against actual production and test records. That keeps first revenue tied to real readiness, not hope.
Match every quote to capacity.
Track sample approval status.
Keep repeat-order potential visible.
Confirm distributor and OEM paths.
The bottleneck is simple: too many quotes, not enough proven output. If the team cannot document quality and delivery performance, the first orders can turn into delays, chargebacks, or lost accounts before day one.
Start with a focused product scope, then match the facility, equipment, suppliers, quality system, and buyers to that scope The researched plan models five component lines and 460,000 Year 1 units Your first gate is not volume it’s a qualified pilot run that proves specs, yield tracking, and test records
Plan for 6 to 12+ months in the United States The biggest timing swings come from facility buildout, power and ventilation, equipment lead times, test setup, supplier qualification, and pilot-run rework If customer approval depends on samples, first revenue can lag opening month
You may need buyer-required quality and product compliance before meaningful purchase orders International Organization for Standardization ISO 9001 and Restriction of Hazardous Substances compliance are common planning categories, but exact needs depend on the component and customer At minimum, prepare zoning, safety, environmental, electrostatic discharge, and quality documentation
Equipment lead times and production validation usually create the biggest delays A facility that lacks power, ventilation, electrostatic discharge controls, or test space can also reset the schedule Supplier gaps matter too, especially if one material blocks a pilot run across the 460,000-unit Year 1 plan
The first revenue step is a qualified sample run or purchase order from an original equipment manufacturer, distributor, or contract buyer In the researched model, Year 1 revenue totals $661 million from units times prices, but that only works if buyers approve specs, test data, lead times, and repeat supply
About the author
Eric Dawson
Startup Cost Researcher
Eric Dawson is a startup cost researcher at Financial Models Lab who writes practical guides for founders planning their first business. He focuses on break-even planning and comparing business ideas by cost and effort, with an emphasis on realistic small business planning. Eric’s work keeps attention on useful numbers, clear assumptions, and realistic expectations for business plans.
Choosing a selection results in a full page refresh.