What permits are needed to start lithium-ion battery manufacturing?
Lithium-Ion Battery Manufacturing needs a compliance-readiness map, not a legal memo: zoning, building permits, certificate of occupancy, environmental permits, air emissions, wastewater, hazardous materials storage, fire approval, OSHA controls, US Department of Transportation shipping rules, and product testing. Sequence approvals before buildout; What Is The Current Growth Trend Of Lithium-Ion Battery Manufacturing? matters only if the plant can pass its 100% pre-commissioning safety gate.
Permit stack
Confirm local zoning before site commitment
Pull building permits before facility buildout
Obtain certificate of occupancy before operations
Secure air, wastewater, and hazmat permits
Safety gate
Meet OSHA 29 CFR 1910 controls
Follow DOT 49 CFR Parts 171–180
Plan UN 38.3 T.1–T.8 testing
Document trained staff and approved fire plan
How do lithium-ion battery manufacturers get first customers?
First customers for Lithium-Ion Battery Manufacturing usually come from B2B qualification, not retail, so start with prototype buyers, pack integrators, electronics companies, EV component suppliers, grid storage developers, and OEM supplier approval programs. If you also want the startup cost side, see How Much Does It Cost To Open, Start, And Launch Your Lithium-Ion Battery Manufacturing Business?; the first paid work is usually pilot lots, prototype cells, pack assemblies, or qualification batches.
First buyers
EV packs can start at $15,000.
Laptop batteries can start at $80.
Smartphone cells can start at $15.
Power tool batteries can start at $120.
Sale ready
Grid modules can start at $150,000.
Show spec sheets and sample test data.
Show traceability, QA plan, warranty terms.
Note: supplier approval can take longer than commissioning.
How long does it take to build a lithium-ion battery factory?
For Lithium-Ion Battery Manufacturing, a factory usually takes 12–30 months to build, with the faster end for pilot lines and the longer end for full commercial cell plants. The work runs in order: feasibility, site and permits, equipment orders, facility buildout, installation, trial production, certification, customer samples, then paid qualification lots. The biggest delays are usually dry-room specs, utility shortfalls, equipment integration, supplier changes, and slow customer test cycles.
Build timing
12–30 months is the usual range
Pilot lines start faster than full plants
Site and permits come first
Equipment lead times can stretch the schedule
Main delays
Dry-room construction often slows launch
Power and HVAC capacity matter early
Commissioning and formation aging take time
Customer qualification can extend past startup
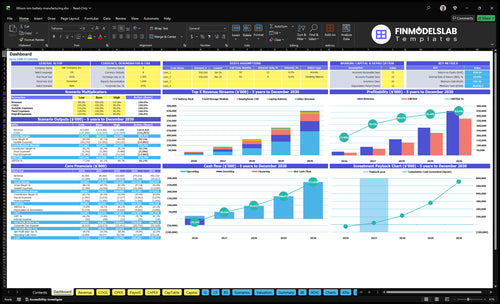
Lithium-Ion Battery Manufacturing Financial Model
5-Year Financial Projections
100% Editable
Investor-Approved Valuation Models
MAC/PC Compatible, Fully Unlocked
No Accounting Or Financial Knowledge
Confirm the plant is ready to open without hiding launch blockers
Launch readiness checklist
Use this go-live approval checklist to confirm the plant is ready before opening.
1Approvals
Legal entity formedCritical
You need a legal buyer and lender counterparty before permits and contracts.
Site permit approvedCritical
No site permit means no legal launch, even if equipment is on hand.
OSHA and fire review passedCritical
Workplace and fire controls must pass before hazardous production starts.
2Plant setup
Dry room targets metCritical
Battery cells fail fast if moisture control is not in range.
Power and ventilation sizedHigh
Production stalls if the site cannot handle power draw and air flow.
Hazmat storage installedCritical
Acid, solvent, and cell materials need safe, segregated storage.
3Equipment
Production line installedCritical
No installed line means no output, no matter how good demand looks.
Formation capacity readyCritical
Cells need formation equipment before they can be sold.
QA lab calibratedHigh
A calibrated lab is how you catch bad cells before shipment.
4Suppliers
Supplier qualification completeCritical
Unqualified suppliers can break quality, yield, and launch timing.
Separator and electrolyte approvedCritical
These inputs are launch blockers if specs or safety data are missing.
Initial inventory receivedHigh
Opening month output depends on enough raw materials on site.
5People and process
Shift team trainedHigh
Operators need hands-on training before first production runs.
SOPs and traceability liveCritical
Traceability helps isolate defects and protect warranty claims.
Test protocols approvedHigh
Clear test rules keep pass/fail decisions consistent from day one.
6Go-to-market
Customer qualification plan setCritical
You need a path to qualify buyers and products before shipping.
DOT shipping plan approvedHigh
Battery shipments need transport rules set before the first order.
Cash runway covers launchCritical
The model shows a big cash dip before scale, so runway must be real.
Want to check the six launch drivers that control opening?
1Dry Room
12-30 mo
A ready dry room is the opening gate, and it keeps first runs on schedule.
2Equipment
Long lead
Ordered, installed, and commissioned lines move the plant from trial lots to customer samples.
3Materials
Dual source
Approved suppliers with traceability keep trial batches stable and reduce yield surprises.
4Compliance
Permit gate
Inspected safety systems and permits lower shutdown risk and unblock go-live.
5Yield
Pilot pass
Repeatable pilot batches prove the process can hit specs and cut scrap.
6Buyers
PO ready
Named buyer programs and sample wins speed first revenue and cleaner ramp planning.
Facility And Dry-Room Readiness
Dry-Room Site Readiness
A lithium-ion battery plant can’t open on time if the room is wrong. The dry room is the physical gate because moisture control, power capacity, HVAC, ventilation, fire protection, chemical storage, material flow, QA space, dock access, and expansion room all have to work before the first tool lands.
The site should pass zoning, fire, environmental, utility, and dry-room checks before equipment arrives. If the layout is off, you end up rebuilding rooms after the order is placed, which burns cash and pushes first production runs back. One clean site decision saves weeks of rework.
Verify the Building Before You Buy Tools
Start with the inputs that shape the plant: process format, chemistry, equipment footprint, and production volume. Those four choices drive the room size, utility load, storage rules, and inspection path. Do the utility study and floor layout first, then design the dry room, hazardous storage, and inspection schedule.
Lock site selection early.
Map power and HVAC needs.
Plan material flow and dock access.
Reserve QA and storage space.
Schedule inspections before install.
Readiness is simple here: a site that can clear the approvals before equipment delivery. That keeps commissioning cleaner, cuts delay risk, and gives the team a safer start on day one.
1
Equipment Procurement And Commissioning
Equipment Commissioning
Equipment is the launch gate here. In a lithium-ion battery plant, the line has to move in sequence through coating, calendaring, slitting, stacking or winding, electrolyte filling, sealing, formation, aging, testing, and pack assembly. If one machine is late or unstable, the whole opening slips, and you can’t move from trial lots to customer samples on time.
The readiness signal is simple: the equipment is ordered, installed, integrated, calibrated, and proven in trial runs. That only works if the dry room, utilities, compressed air, safety interlocks, QA lab, and raw materials are ready too. One clean issue at this stage can delay first-day output, force rework, and burn cash before any saleable battery ships.
Lock the install sequence
Start with vendor selection and acceptance testing, then map installation around the dry room and utility cutover. The plant should not go live until spare parts are on hand, operators are trained, and commissioning protocols are signed off. That cuts the chance of a stalled start when the first line faults show up.
Here’s the quick check:
Confirm all major tools are on order.
Verify utility and air hookups.
Test safety interlocks before trial runs.
Train operators before first lot.
Keep spares for high-failure parts.
For a battery line, the cost of weak commissioning is not just delay. It can block customer samples, slow qualification, and push hiring, inventory, and working capital needs beyond the planned open date.
2
Qualified Materials Supply Chain
Qualified Materials Supply
For lithium-ion battery manufacturing, qualified suppliers are what keep trial lots from turning into launch delays. If cathode, anode, separator, electrolyte, casing, battery management system parts, connectors, packaging, and traceability are not approved before ramp, the plant can’t run stable batches from day one.
The real risk is changing materials after validation starts. That can reset test results, delay customer samples, and create yield surprises. Readiness means approved vendors with specs, certificates, pricing, delivery cadence, and backup sources locked in before production begins.
Verify suppliers before first lot
Start with the exact chemistry, cell format, customer specs, and certification plan. Then close sample testing, vendor audits, quality agreements, minimum order checks, inbound inspection rules, and lot traceability before you schedule ramp. That keeps procurement, QA, and production aligned.
One weak link can stop the line. If a supplier misses spec, you may lose a full validation cycle, burn cash on rework, and miss launch dates. Eight material and component groups need clear approval, and each one should have a named backup source.
Approve vendors before validation.
Lock backup sources early.
Test samples against customer specs.
Document lot traceability rules.
Check minimum order terms now.
3
Safety And Regulatory Compliance
Safety and Regulatory Compliance
For lithium-ion battery manufacturing, compliance is a real opening gate, not a back-office task. Environmental permits, hazardous materials handling, OSHA controls, fire suppression, emergency response, worker training, DOT shipping rules, and UN 38.3 transport testing all shape whether the plant can open on time and ship safely from day one.
The key dependency is chemistry, storage volume, site jurisdiction, and each customer’s test path, including UL readiness where required. If fire or environmental review runs late, launch slips and the plant can face shutdown risk before first revenue starts.
Lock the approvals before equipment and inventory land
Build a permit matrix first, then map safety procedures, storage controls, transport packaging, incident response drills, and certification timing to each product type. Documented approvals, inspected safety systems, trained staff, and test plans are the readiness signal buyers want to see.
Assign owners for local inspections, DOT shipment setup, and customer test scheduling now. That cuts the chance of rebuilds, rework, and idle staff while approvals are still moving.
4
Process Validation And Yield Control
Process Validation And Yield Control
Process validation is the gate that proves the plant can make safe, consistent cells or packs before it promises commercial output. If the QA lab, test methods, traceability, and defect handling are not ready, the team can open the building but still miss day-one delivery. The launch risk is simple: promising customer supply before yield is stable can force rework, scrap, and missed shipment dates.
The readiness signal is repeatable pilot batches that meet customer specs and safety limits. That depends on trained operators, qualified materials, stable equipment, approved specs, calibration, incoming inspection, in-process checks, formation yield control, and final testing. One line: no validated process, no reliable first revenue.
Build the yield gate before sales starts
Set up the control plan, test fixtures, batch records, and yield report format before first production. Tie each lot to traceability, and require failure analysis on every defect class so the team can see whether the issue is materials, operator handling, or equipment drift. That keeps launch dates honest and stops hidden quality problems from reaching customers.
Lock approved specs before pilot runs.
Calibrate QA tools before start.
Track scrap and rework by lot.
Hold shipment until batch approval.
If formation yield is weak, cash burn rises fast because good cells get trapped in rework instead of shipping. The safe move is to prove the pilot line can hold quality first, then scale volume once the defect pattern is stable and the customer accepts the test data.
5
Customer Qualification Pipeline
Customer Qualification Pipeline
For lithium-ion battery manufacturing, customer qualification is what turns plant readiness into revenue readiness. If buyers have not named the program, test plan, decision date, and paid pilot path, you can still open the factory but you may not ship anything on day one. The real risk is building inventory and labor around an unapproved customer base, then waiting on product test results, certifications, and QA records.
This driver also shapes the first ramp. A plant with qualified buyers can line up sample testing, paid qualification batches, supplier approval, and purchase-order timing before full production starts. Without that pipeline, the launch can look open on paper but stay soft in practice, with idle capacity, weak cash conversion, and a messy production schedule.
Build the buyer proof before the line opens
Start with a target account list and tie each account to one live program. Then prepare the technical data package, sample plan, warranty position, capacity ramp promise, and commercial terms so buyers can review fast and make a decision. The goal is simple: every serious account should have a test path, a named owner, and a decision date.
Map each account to one program.
Lock test requirements in writing.
Track sample and pilot dates.
Confirm supplier approval steps early.
Match ramp promise to capacity.
If qualification batches are not paid, tracked, and tied to a clear approval gate, the launch plan is too loose. That is where first revenue slips and the plant starts before demand is real.
Start with feasibility, chemistry and format selection, site control, permits, dry-room planning, equipment quotes, supplier qualification, staffing, and customer discovery The researched launch range is 12–30 months In the model, Year 1 output includes 500,000 smartphone cells and 1,000 EV battery packs, so validate demand before buying full-scale equipment
Plan on 12–30 months from feasibility to qualified production A pilot or pack assembly line can sit near the shorter end, while a commercial cell plant takes longer because dry rooms, specialized equipment, formation aging, safety approvals, and customer validation must line up The slowest gate often controls the opening date
Yes, expect product testing and customer-required certifications before scaled sales Common launch gates include UN 383 transport testing, fire and hazardous materials controls, workplace safety procedures, and buyer-specific safety standards You may sell paid pilot or qualification batches earlier, but most OEM customers will require test data before purchase orders
Dry-room buildout, equipment lead times, utility capacity, formation and aging bottlenecks, supplier changes, and failed trial batches cause the most delays Commissioning is not just turning machines on The line must run repeatable batches, produce traceable test results, and prove safety controls before customers approve production
First revenue usually comes from paid pilot lots, prototype cells, pack assemblies, or qualification batches Use the Year 1 price assumptions to frame early offers, such as $15 smartphone cells, $80 laptop batteries, $120 power tool batteries, $15,000 EV packs, or $150,000 grid storage modules Qualification comes before scale
About the author
William Hayes
Small Business Consultant
William Hayes is a small business consultant at Financial Models Lab who writes for early-stage founders building a basic plan before investing money. He focuses on business plan basics and practical everyday business finance, helping readers use realistic assumptions to understand revenue, expenses, and profit in simple terms. His direct, useful approach is designed to give new founders a clearer path from idea to informed decision.
Choosing a selection results in a full page refresh.