 Time to Open8-12 monthsLaunch runway
Time to Open8-12 monthsLaunch runwayHow to Launch an Aluminum Extrusion Plant With 5 Product Lines

Fully Editable
Instant Download
Professional Design
Pre-Built
No Expertise Is Needed
Description

Time to Open8-12 monthsLaunch runway  Launch Sequence7 stagesDemand first
Launch Sequence7 stagesDemand first Key BottleneckDie qualificationTolerance path
Key BottleneckDie qualificationTolerance path First Revenue StepPurchase orderSample approved
First Revenue StepPurchase orderSample approved


Key Takeaways
- Signed RFQs should drive equipment, not assumptions.
- Facility gaps can stall production after equipment commitments.
- Die trials and repeatability gate the first revenue.
- Qualified purchase orders matter more than sample work.
Time to Open8-12 monthsLaunch runwayLaunch Sequence7 stagesDemand firstKey BottleneckDie qualificationTolerance pathFirst Revenue StepPurchase orderSample approvedLaunch timeline
This short web summary shows the launch workstreams, and the XLSX export holds the detailed Gantt Chart.
Launch scheduleWeek 1Week 2Week 3Week 4Week 5Week 6Week 7Week 8Week 9Week 10Week 11Week 12
Facility and utilities
- Space layout plan
- Electrical upgrades
- Gas and water hook-up
- Crane and floor prep
- Material flow set
Press procurement
- Press vendor award
- Furnace purchase release
- Handling system order
- Install press base
- Commission press line
Dies and tooling
- Die specs lock
- EDM program build
- First dies cut
- Trial extrusion runs
- Die tweaks closeout
Supply, permits, safety
- Permit filings
- Safety plan review
- Billet supplier contract
- Freight plan set
- Waste plan approved
Staffing and quality
- Plant manager hire
- Key operator hire
- Training SOP rollout
- Lab equipment install
- Inspection standards set
Sales and ramp-up
- Target account list
- Sample quote pack
- Sample approvals
- First production run
- Ramp to target
Why stress-test the launch plan before opening?
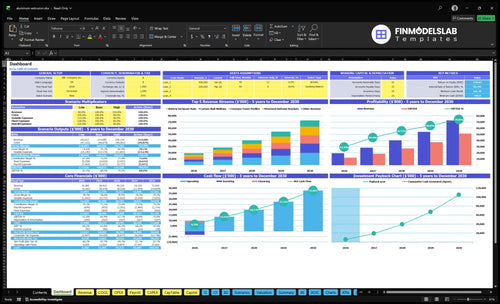
Before opening, the Aluminum Extrusion Manufacturing Financial Model Template shows revenue, costs, runway, assumptions, and break-even logic. Open it now.
Financial model highlights
- Dashboard: ramp, cash, margin
- Staffing, billet, tooling timing
- $19.3M Year 1 revenue
- 12k rails at $450
- 8k modules at $320
- 4.5k brackets at $850
- 15k profiles at $280
- 6k mullions at $550
- 227% variable costs
- Unit checks: $71 to $9,050
- Startup costs separate page
- Break-even path visible
How do you get customers for an aluminum extrusion business?
Aluminum Extrusion Manufacturing gets customers by selling to B2B buyers who need custom profiles or repeat industrial supply, then moving them from drawings to RFQs, quotes, sample approval, and purchase orders; for a quick KPI check, see What 5 KPIs Should Aluminum Extrusion Manufacturing Business Track?. Focus on buyers with real spec needs: original equipment manufacturers, industrial fabricators, distributors, construction product makers, transportation suppliers, and repeat buyers. First revenue comes from qualified orders, not broad marketing traffic.
Best buyers
- Target original equipment manufacturers.
- Sell to industrial fabricators.
- Work with construction product makers.
- Serve transportation suppliers and distributors.
Close path
- Start with drawings and specs.
- Quote via RFQs and minimum order quantities.
- Run prototypes and sample approvals.
- Close on repeat purchase orders.
How long does it take to start aluminum extrusion manufacturing?
Starting Aluminum Extrusion Manufacturing has no fixed timeline; the plant opens when it can make approved parts repeatedly, not when the press arrives. Timing depends on press lead time, electrical service, gas, ventilation, facility buildout, permitting, die trials, operator hiring, and customer sample approvals. For a Year 1 plan of $19,285 million and 45,500 units, any delay in utilities, permits, or qualification can push revenue out of plan.
Big delay drivers
- Press delivery sets the pace
- Utility upgrades can add weeks
- Permit review is outside control
- Customer sample approval can lag
What you can control
- Pick vendors early
- Finish drawings before buildout
- Hire operators ahead of startup
- Plan maintenance from day one
What aluminum extrusion startup mistakes delay opening?
The biggest delay for Aluminum Extrusion Manufacturing is buying equipment before demand, profile size, tolerances, and finishing needs are confirmed. That can leave you with the wrong press, the wrong utilities, or a plant that can’t be commissioned on time. Here’s the quick check: use 227% revenue-based variable costs and product unit costs as model checks, but don’t treat them as the full startup budget.
Readiness risks
- Match press size to real demand
- Confirm tolerances before ordering tooling
- Plan die support for sample approval
- Get quality docs ready for buyers
Launch blockers
- Check power, gas, and ventilation
- Verify floor load and truck access
- Hire operators and maintenance early
- Fund billet, payroll, freight, and consumables
Confirm whether the extrusion operation is ready to open
Launch readiness checklist
Use this go-live approval checklist before opening to confirm the plant, supply chain, team, sales, and cash plan are ready.
Compliance
- Entity setup filedCritical
You need a clean legal owner before permits, leases, and supplier contracts can move.
- Zoning approval clearedCritical
Industrial use must be allowed at the site before you commit capex.
- Environmental review completeHigh
This limits surprise delays around emissions, wastewater, and waste handling.
Plant
- Site floor loading verifiedCritical
The slab has to hold the press, furnace, and handling gear safely.
- Power, gas, ventilation readyCritical
Utilities must support heat, cooling, and safe air flow before install.
- Truck access and clearance setHigh
Inbound billet and outbound freight need room to move without bottlenecks.
Equipment
- Press installation signed offCritical
The press must run cleanly before production starts.
- Die shop and handling readyHigh
Die change speed affects output and first-month scrap.
- Storage lanes markedMedium
Raw billet, WIP, and finished goods need separate space to avoid mix-ups.
Supply chain
- Billet supplier approvedCritical
You need dependable billet flow to avoid press downtime.
- Die sourcing lockedCritical
Custom dies must be available before launch orders hit.
- Freight and finisher bookedHigh
Outbound shipping and finish work need booked capacity from day one.
Team
- Press operators hiredCritical
You need trained hands on the press for safe, steady output.
- Maintenance coverage setHigh
A breakdown plan protects the first operating month.
- Quality training completedHigh
QC checks catch profile drift, surface issues, and dimensional misses early.
Sales and finance
- RFQ drawings reviewedCritical
Specs, tolerances, MOQ, and lead times must be clear before quoting.
- Samples and launch POs approvedCritical
Sample signoff and first orders confirm the launch revenue path.
- Year one model ties outCritical
The plan should reconcile to 45,500 units and $19.285m revenue in year one.
Which six drivers decide whether the plant opens?
1Validated Demand
5 familiesYear 1 demand totals 45.5K units and $19.3M, so the wrong profile mix is less likely.
2Facility Readiness
Site readyPower, floor load, ventilation, and material flow must clear before press installation and safe production.
3Press Setup
Die trialsTooling should start with $850 brackets and $450 rails, because die rework can delay samples.
4Vendor Chain
Vendor chainApproved orders still stall if billet, packaging, finishing, or freight capacity isn't in place.
5Staffing & QC
QC readyTrained operators and inspection controls make samples repeatable and keep customer trust.
6Sales Pipeline
RFQ to POA live RFQ-to-PO pipeline turns sample work into paid production orders.
Validated B2B Demand
Validated Demand
For this business, opening on time depends on proving the order mix before you buy presses, dies, and finishing gear. The real signal is signed RFQs, buyer drawings, sample requests, target order volumes, and clear use cases for the first profiles.
If demand is not locked, you can end up with the wrong press size, alloy, tolerance stack, or finish line. With a Year 1 plan of 45,500 units across battery enclosure rails, heat sink modules, structural airframe brackets, conveyor frame profiles, and curtain wall mullions, the setup has to match the mix or first production slips.
Pre-Open Demand Check
Before you commit equipment, tie each forecast part to a buyer, a drawing, and a sample path. That keeps the launch focused on real orders, not dead-end trials. It also helps speed the first purchase orders.
- Match each SKU to one RFQ.
- Confirm tolerances and finish needs.
- Set volume by product family.
- Order dies after sample approval.
- Assign one owner to demand tracking.
Here’s the quick math: the launch only works if the first equipment set can run the planned profile mix without rework. If the mix changes after the press is bought, lead times stretch, sample loops grow, and day-one capacity misses the orders already promised.
1
Facility And Utility Readiness
Site and Utility Readiness
A custom aluminum extrusion plant cannot open on time if the site cannot support press installation and safe production. Ceiling height, floor loading, power, gas, ventilation, and truck access have to match the press and the layout before equipment arrives, or the opening slips.
This driver also covers material handling, safety zones, finished-goods storage, waste handling, and inspection areas. The bottleneck risk is finding utility gaps after equipment commitments. For 15,000 Year 1 conveyor frame units, the site has to support billet flow and storage discipline, not just press capacity.
Verify the Site Before You Commit
Lock the layout first, then match the site to it. No utility sign-off, no equipment deposit. Check the press footprint, billet flow, finished-goods storage, waste path, and inspection space against local permitting and utility limits before you set an opening date.
- Confirm ceiling height and floor loading.
- Map power, gas, and ventilation needs.
- Test truck access and safety zones.
- Assign storage and inspection areas.
- Document permit and inspection steps.
If the site cannot support day-one flow, you may still own the press but you will not have usable output. That means idle labor, delayed first shipments, and more cash tied up before the first sale.
2
Press, Dies, And Commissioning
Die Trials and Commissioning
This gate decides whether you open on time, because no revenue starts until profiles pass die trials and repeatability checks. Readiness means the press path, installation plan, die vendors, handling equipment, maintenance coverage, test-run schedule, and inspection criteria are all locked before first production.
The biggest launch risk is die rework, which can delay buyer sample approval and push first shipments out. Use the Year 1 product mix to set tooling priority, starting with structural airframe brackets at $850 each and battery enclosure rails at $450 each, so the first dies support the highest-value work.
Commissioning Readiness Check
Before opening, verify the inputs that can stall commissioning: facility utilities, tooling lead times, alloy availability, and operator training. Then book the test run, define pass/fail inspection rules, and make sure maintenance support is in place on day one. If the first sample fails, cash starts leaving before sales start coming in.
- Confirm press installation timing.
- Lock die vendor delivery dates.
- Stage handling equipment early.
- Train operators before trial runs.
- Approve sample criteria in writing.
3
Billet And Vendor Chain
Billet and Vendor Chain
Production continuity starts here. You can have approved orders and still miss opening if the right aluminum billet, dies, packaging, or finishing slots are not in place when the press starts. The launch risk is first-order fulfillment, not just production setup.
Plan around the actual part mix, not a generic stock plan. The unit cost checks are $45 for battery rails, $32 for heat sink modules, $85 for structural airframe brackets, $28 for conveyor profiles, and $55 for curtain wall mullions. Those numbers only work if profile specs, buyer tolerances, and finishing needs are already locked.
Lock the supply path before quoting
Get written terms from billet suppliers, die vendors, packaging suppliers, finishing partners, and freight carriers before launch. Tie each SKU to one alloy choice, one spec set, and one finish path, then assign a reorder trigger so cash does not sit in the wrong inventory.
Check the first-order plan against cash runway and vendor lead times. If approved orders arrive but billet, packaging, or finishing capacity is not reserved, day-one shipment slips. One missed vendor can stall the whole order.
- Confirm billet grade and source.
- Reserve finishing capacity early.
- Match packaging to damage risk.
- Set freight routes before launch.
- Hold safety stock for first orders.
4
Staffing, Safety, And Quality
Staffing, Safety, Quality
For aluminum extrusion, this driver decides whether the plant can make repeatable profiles on day one. If the first samples cannot be duplicated in production, launch slips fast because buyers judge you on tolerances, surface quality, and consistency, not just a good trial run.
Readiness means experienced press operators, maintenance coverage, production supervision, safety training, inspection steps, calibration, and customer-specific tolerances are all set before opening month. One weak link can halt start-up, trigger rework, and delay first purchase orders, especially when high-value parts like $850 structural airframe brackets or $450 battery enclosure rails need tight control.
Train and test before opening
Lock down the SOPs (standard operating procedures), test equipment, maintenance spares, and training plan before you commit to the launch date. If those are still being built in opening month, production will look ready on paper but fail in real runs.
- Assign one owner for inspection and calibration.
- Verify tolerance checks for each customer part.
- Stock spares for press and test equipment.
- Document safety steps and signoffs.
- Budget for direct press labor and quality costs.
- Include precision engineering labor and X-ray inspection.
- Add material certification, lab supplies, and calibration services.
What this hides: weak documentation and missed calibration often show up only after the first repeat run, so the launch test should prove both sample quality and production stability.
5
First-Revenue Sales Pipeline
Cash-Ready Sales Pipeline
A live pipeline is what turns press and die readiness into cash-ready demand. Without RFQs, quotes, sample approvals, and purchase orders, the plant can look ready but still sit idle. For aluminum extrusion, the first paid work should be qualified production orders tied to the Year 1 plan, not one-off sample jobs.
That matters because target buyers like OEMs, industrial fabricators, distributors, construction product manufacturers, and transportation suppliers will not commit until drawings, tolerances, finishing options, and quality records are locked. Year 1 demand should fit the planned mix, including items like $850 structural airframe brackets and $450 battery enclosure rails.
Sequence the First Orders
Build the sales path in order: prospect list, RFQ, quote, prototype run, sample approval, PO, repeat production. Assign one owner per step and date every handoff. If approved drawings, lead times, MOQs (minimum order quantities), or die ownership terms are unclear, quoting slows and launch cash gets pushed back.
- Verify finishing options before quoting.
- Match quality records to buyer specs.
- Prioritize production orders, not sample work.
Keep the first close tied to the plant's real capacity. 45,500 units is the Year 1 forecast volume, so any early order that cannot scale into repeat production should stay out of the launch load plan.
6
Related Products
- Aluminum Extrusion Manufacturing Porter's Five Forces Analysis
- Aluminum Extrusion Manufacturing BCG Matrix
- Aluminum Extrusion Manufacturing Business Model Canvas
- What 5 KPIs Should Aluminum Extrusion Manufacturing Business Track?
- Aluminum Extrusion Business Plan Template in Pre-Written Word
- How Increase Aluminum Extrusion Manufacturing Profits?
- What Are Operating Costs For Aluminum Extrusion Manufacturing?
- Aluminum Extrusion Manufacturing Startup Costs Start With A $12M Press
- Aluminum Extrusion Manufacturing Financial Model Template in Excel
- How Much Aluminum Extrusion Owners Make In A $193M Revenue Case
- How To Write An Aluminum Extrusion Manufacturing Business Plan?
- Aluminum Extrusion Manufacturing Marketing Mix
- Aluminum Extrusion Manufacturing Marketing Plan
- Aluminum Extrusion Manufacturing Business Proposal
- Aluminum Extrusion Manufacturing PESTEL Analysis
- Aluminum Extrusion Manufacturing Pitch Deck Example Editable PPTX
- Aluminum Extrusion Manufacturing Business SWOT Analysis
- Aluminum Extrusion Manufacturing Value Proposition Canvas
Frequently Asked Questions
Yes, expect local zoning, building, safety, and environmental review before opening The exact permits depend on your site, utilities, finishing processes, and waste handling If you add anodizing, wastewater treatment, or surface treatment gas, the review can become more involved Treat permits as a commissioning dependency, not paperwork you handle after equipment arrives