 Time to Open9-18 monthsOpening prep
Time to Open9-18 monthsOpening prepHow to Launch a Cold Formed Steel Plant in 9 to 18 Months

Fully Editable
Instant Download
Professional Design
Pre-Built
No Expertise Is Needed
Description

Time to Open9-18 monthsOpening prep  Launch Sequence6 stagesDemand validation
Launch Sequence6 stagesDemand validation Key BottleneckEquipment lead timeCommissioning lag
Key BottleneckEquipment lead timeCommissioning lag First Revenue StepPilot ordersContractor POs
First Revenue StepPilot ordersContractor POs


Key Takeaways
- Start with the fewest SKUs customers already want.
- Confirm facility, power, and layout before signing.
- Lock coil, tooling, and QC before accepting orders.
- Build qualified buyers before full production starts.
Time to Open9-18 monthsOpening prepLaunch Sequence6 stagesDemand validationKey BottleneckEquipment lead timeCommissioning lagFirst Revenue StepPilot ordersContractor POsLaunch timeline
This is a short web summary of the launch plan, and the XLSX export contains the detailed Gantt Chart.
Launch scheduleMonth 1Month 2Month 3Month 4Month 5Month 6Month 7Month 8Month 9Month 10Month 11Month 12
Market validation
- Map buyer segments
- Review product mix
- Test price points
- Collect pilot interest
- Build launch forecast
Site and utilities
- Confirm zoning fit
- Plan power load
- Design air lines
- Set coil storage
- Prepare loading docks
Equipment and vendors
- Request machine quotes
- Order roll line
- Buy cutting systems
- Set coil terms
- Source tooling package
Permits and safety
- File permit set
- Review fire plan
- Set compliance rules
- Prepare inspection docs
- Confirm certification path
Staffing and training
- Hire plant manager
- Hire engineer
- Staff sales team
- Train operators
- Run shift drills
Quality and launch
- Set QC standards
- Create inspection routine
- Run pilot batch
- Test delivery flow
- Launch first orders
Will the launch plan work before opening Cold Formed Steel Manufacturing?
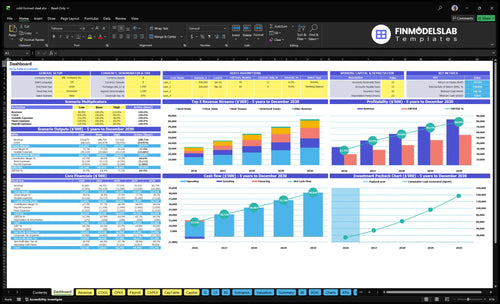
Screenshot tests revenue, costs, cash needs, assumptions, and break-even logic for Cold Formed Steel Manufacturing Financial Model Template; open it.
Financial model highlights
- Startup costs and funding
- Revenue ramp and volume
- Break-even and cash runway
How do you get customers for cold formed steel manufacturing?
Get first customers for Cold Formed Steel Manufacturing by selling pilot orders to framing contractors, drywall contractors, general contractors, steel stud distributors, modular builders, and regional developers. Lead with samples, shop-ready specs, product tolerances, coating details, and delivery commitments, and measure it against What Are The Five Core KPIs For Cold Formed Steel Manufacturing Business?. Early revenue should come from qualified pilot orders, not broad ads, because steel studs drive the largest modeled unit volume at 12 million units in Year 1.
First buyers
- Target framing contractors first
- Call drywall contractors directly
- Pitch general contractors
- Sell to steel stud distributors
Close the pilot
- Show shop-ready specs
- Share coating details
- Promise delivery windows
- Start with small runs
What do you need to start a cold formed steel manufacturing business?
You need a zoned industrial plant, roll forming line, supplier controls, quality records, trained labor, and buyers before launch; the Year 1 plan assumes 227 million units, so this is a commercial factory setup, not a light workshop. For the planning checklist, use How Do I Write A Business Plan For Cold Formed Steel Manufacturing? and size power, compressed air, coil storage, receiving, production, and shipping around that volume.
Factory basics
- Secure industrial zoning and loading access
- Install power, compressed air, and safety layout
- Plan coil storage and material handling
- Reserve space for 227 million units
Operating needs
- Buy roll forming, punching, and cutoff systems
- Source galvanized steel coil by grade and gauge
- Follow ASTM International and AISI expectations
- Build contractor, distributor, and developer sales coverage
How long does it take to start cold formed steel manufacturing?
Cold Formed Steel Manufacturing usually takes 9 to 18 months to start, because equipment ordering, facility power, layout, coil supply contracts, operator training, safety systems, and pilot-run qualification stack up fast. The slowest steps are roll forming equipment lead time and commissioning, and customer qualification can also delay first revenue because buyers want specs, samples, lead-time confidence, and consistent costs. Here’s the quick math: validate demand first, then lock facility and equipment, then vendor setup, quality docs, staffing, commissioning, samples, pilot orders, and commercial launch. Open too early and you raise scrap, rework, missed deliveries, and buyer trust risk.
Startup sequence
- 9 to 18 months is the target window
- Start with demand validation
- Then lock facility and equipment
- Then finish pilot-run qualification
Main delays
- Roll forming equipment lead time is a bottleneck
- Commissioning can slow first output
- Customer qualification can delay revenue
- Opening early raises scrap and rework risk
Confirm the plant is ready before opening
Launch readiness checklist
Use this go-live approval checklist before opening the manufacturing plant.
Compliance
- Business registration filedCritical
The plant needs a legal entity before permits, bank accounts, and contracts.
- Zoning and permits clearedCritical
Heavy industrial work must be allowed at the site before launch spend starts.
- Insurance policy boundCritical
Factory coverage should start before staff, equipment, and customer loads hit the floor.
Plant
- Utilities are fully liveCritical
Power and other plant utilities must work before commissioning the line.
- Loading dock flow is setHigh
Safe dock flow keeps inbound coils and outbound steel moving without jams.
- Storage for coils readyHigh
Coils need dry, secure space so rust and handling damage stay low.
Supply
- Primary coil suppliers signedCritical
You need firm coil supply before launch, not informal price quotes.
- Steel grades and gauges approvedHigh
Approved specs keep each product line on the same build standard.
- Receiving and inventory controls setHigh
Controls stop coil mix-ups, shrink, and missing stock on day one.
Line
- Roll-forming line commissionedCritical
Uncommissioned equipment can halt output, so the line must run cleanly.
- Cutoff and punching testedHigh
Cutoff and punch settings affect fit, waste, and rework rates.
- Calibration and upkeep plan readyHigh
A clear plan cuts downtime and keeps output within spec.
Team
- Operators and maintenance staffedCritical
Skilled coverage is needed before the first shift starts.
- QC test documents approvedCritical
Missing QC docs make it hard to prove product meets spec.
- Shipping and labeling trainedMedium
Correct labels and load prep reduce rework, claims, and delays.
Launch
- Pilot orders can be bookedHigh
A first order path proves demand before full ramp starts.
- Lead-time promises are approvedHigh
Promise times must match plant capacity, or delivery misses will show up fast.
- Launch cash and pricing signedCritical
Year 1 revenue is forecast at $32.8 million, so pricing must hold margin.
- Go-live signoff issuedCritical
This is the last gate before the plant starts taking live orders.
Want to check the six cold formed steel launch drivers?
1Market Mix
2.27M unitsYear 1 mix supports about $32.8M revenue and keeps early runs simple.
2Facility Ready
Site readyPower, docks, storage, and material flow have to work before commissioning can run cleanly.
3Equipment Tooling
9-18 moEquipment lead time and commissioning control the launch window here.
4Coil Supply
Coil lockLocked coil grades, gauges, and delivery windows keep the line moving and cut stoppage risk.
5Quality Specs
ASTM readySpecs, traceability, and inspection records speed customer qualification and lower dispute risk.
6First Orders
$83.7MQualified buyers before full production turn launch readiness into first revenue and cleaner scheduling.
Market Demand and Product Mix
First SKU Mix
Opening on time depends on choosing products the market already buys and the plant can make cleanly. For this launch, the first mix is anchored by 12 million steel studs, 400,000 structural tracks, 150,000 floor joists, 20,000 roof trusses, and 500,000 bridging clips. That mix fits day-one output only if specs are repeatable and the first-order list is tight.
The risk is too many SKUs too soon. Every extra profile adds tooling, QC checks, coil planning, and setup time, which can slow first shipments and strain cash. The ready signal is simple: signed pilot interest, repeatable specs, and a first SKU list tied to contractor demand and distributor gaps. One clear SKU plan beats a wide catalog that misses launch dates.
Lock the first SKU list
Start with the products that match regional demand and the easiest manufacturing path. Verify which studs, tracks, joists, trusses, clips, furring channels, or custom profiles have real pull from contractors and distributors, then rank them by manufacturability, margin, and setup time. That keeps the launch focused on products the plant can ship without waiting on new tooling or unstable QC.
- Confirm pilot buyers in writing.
- Freeze specs before tooling orders.
- Limit the first run to stable SKUs.
- Map volume to coil and labor.
If the team launches too broad, first-day supply gets messy fast. Sales will promise dates the plant cannot hit, QC will catch more defects, and working capital needs will rise before revenue does. Keep the first mix narrow enough that production can run, inspect, package, and ship without rework on day one.
1
Facility and Utility Readiness
Facility and utility readiness
If the building can’t receive coil, run equipment safely, and move material cleanly, the launch slips. For a cold-formed steel plant, readiness means the site has the right zoning, ceiling height, floor load, docks, power, compressed air, and storage for coil and finished goods.
The flow has to work from coil receiving to roll forming to inspection, packaging, and loading. If forklift routes, lighting, water, waste handling, or OSHA safety layout are weak, you get commissioning delays, blocked aisles, and a plant that is open on paper but not ready to ship on day one.
Map the plant before you sign
Verify the utility plan, equipment footprint, and storage layout before the lease is final. The key is to prove the site can handle coil weight, forklift paths, power, compressed air, and finished-goods staging without bottlenecks.
- Match zoning to steel manufacturing.
- Confirm dock access and truck flow.
- Test power and compressed air needs.
- Reserve safe coil and finished-goods space.
- Document receiving-to-ship path.
2
Roll-Forming Equipment and Tooling
Equipment and Tooling Fit
Opening hinges on the line, not just the lease. In cold formed steel manufacturing, equipment capability sets the product line, throughput, tolerances, and first-order reliability. The launch clock is often 9 to 18 months because machinery lead time and commissioning can push the first shipment date, especially when the plant must be ready to make to spec on day one.
One line: if the machine cannot hold tolerance, you do not have a launch, you have rework. The core dependency is product mix, because studs, tracks, joists, trusses, and clips do not use the same tooling or process flow. If tooling, cutoff systems, punching, and controls are not matched to the first SKU list, the plant can open late or ship rejected orders.
Verify the first line, not the full wishlist
Before opening, lock the exact machine set: roll-forming machinery, tooling, cutoff systems, punching capability, controls, installation plan, commissioning support, maintenance coverage, calibration process, and spare parts. Tie each item to the first product mix so the plant can run pilot production without last-minute changes.
Use this simple sequence: confirm SKU scope, approve tooling, schedule installation, test calibration, then run first articles. Here’s the quick math: every slip in equipment lead time or commissioning can move revenue out by weeks or months. What this estimate hides is the cost of idle labor and missed first orders when the line is not stable.
- Match tooling to first SKUs.
- Test cutoff and punch functions.
- Document calibration before launch.
- Stock spare parts for startup.
- Plan maintenance coverage on day one.
3
Coil Supply and Inventory
Coil Supply Lock-In
Galvanized steel coil is the feedstock for day-one output, so this launch driver decides whether the line runs or sits idle. The key readiness check is simple: confirmed suppliers, approved grades, gauges, coatings, minimum order quantities, and delivery windows that fit the first production plan.
If coil specs do not match product specs, you get stoppages, scrap, and missed ship dates. No locked coil, no day-one output. Inventory also ties up cash, so the buy plan has to fit facility storage, production timing, and customer lead times before you take the first order.
Lock Material Before Selling Capacity
Before opening, verify the exact coil inputs for each product line, then document who approves them, when deliveries land, and how receiving checks will work. Match each coil spec to each finished part, then set reorder points and traceability rules so one missed shipment does not stop the line.
- Match coil specs to product specs.
- Confirm suppliers and delivery windows.
- Set reorder points before launch sales.
- Check traceability on every incoming coil.
- Plan storage controls and material handling.
Sequence coil receipts ahead of the production schedule, then test the receiving inspection and inventory tracking process before first orders ship. If the storage plan or cash runway is thin, shrink the launch volume until the line can stay fed without last-minute buys.
4
Quality Compliance and Technical Specs
Quality Compliance Readiness
For cold-formed steel, specs, tolerances, and traceability are part of launch, not a later cleanup task. Construction buyers want documented product specs, inspection routines, material traceability, labels, test records, calibration, and structural certification before they approve first orders. If the paperwork is late, the plant can make steel but still miss commercial approval and delay opening from day one.
Here’s the quick math: no clean first-article check, pilot-run record, or customer submittal packet means more back-and-forth, more disputes, and slower qualification. Align documents with ASTM and American Iron and Steel Institute (AISI) expectations where they apply, and build the nonconformance process before shipping. On this product, paperwork is a gate, not a formality.
Paperwork Before Production
Set the launch order as spec sheet, inspection plan, traceability log, and submittal packet, then pilot run, then commercial release. Make sure raw material inspection, calibration records, packaging labels, and engineering support are ready before the first sellable lot. If product leaves the line before the approval file is complete, you risk rework, rejected lots, and a later opening date.
- Lock the product specification set.
- Run first-article checks first.
- Keep raw material traceable.
- Record pilot-run results.
- Prepare nonconformance handling.
- Package with clear labels.
- Send customer submittal packets early.
One clean approval file is faster than ten urgent email chains. That single discipline helps the team qualify customers faster and cuts early disputes when buyers start asking for proof, not promises.
5
Sales Pipeline and First Orders
Pre-Sold First Orders
This driver keeps the plant from opening with idle capacity. If qualified buyers are already in active talks, the team can plan first production, shipping windows, and cash use around real demand. With a Year 1 model near $328 million in revenue, sales can’t be treated as post-opening work.
The readiness signal is not interest alone. It is samples, shop-ready specs, lead-time promises, delivery commitments, and feedback from framing contractors, drywall contractors, general contractors, distributors, modular builders, regional developers, and project managers. Without that, first orders slip and production planning turns into guesswork.
Lock Demand Before Start
Build the pipeline around pilot production, QC documents, inventory, and shipping steps that already work. Quote only what the plant can make, inspect, package, and ship on time. If delivery dates depend on future fixes, the first customer order becomes a launch delay.
- Qualify buyers before full runs.
- Send samples and submittal packets.
- Confirm pilot pricing and terms.
- Match orders to inventory on hand.
- Assign post-delivery feedback follow-up.
What this process hides is simple: if sales is not tied to production, orders can stack up faster than the plant can support. That raises overtime risk, shipping misses, and working-capital strain right when the business needs clean day one execution.
6
Related Products
- Cold Formed Steel Manufacturing Porter's Five Forces Analysis
- Cold Formed Steel Manufacturing BCG Matrix
- Cold Formed Steel Manufacturing Business Model Canvas
- What Are The Five Core KPIs For Cold Formed Steel Manufacturing Business?
- Cold Formed Steel Manufacturing Business Plan Template in Pre-Written Word
- How Increase Cold Formed Steel Manufacturing Profits?
- What Are Operating Costs For Cold Formed Steel Manufacturing?
- Cold Formed Steel Manufacturing Startup Costs For 227M Units
- Cold Formed Steel Financial Model Template in Excel
- How Much Does A Cold Formed Steel Manufacturing Owner Make On $328M?
- How Do I Write A Business Plan For Cold Formed Steel Manufacturing?
- Cold Formed Steel Manufacturing Marketing Mix
- Cold Formed Steel Manufacturing Marketing Plan
- Cold Formed Steel Manufacturing Business Proposal
- Cold Formed Steel Manufacturing PESTEL Analysis
- Cold Formed Steel Manufacturing Pitch Deck Example Editable PPTX
- Cold Formed Steel Manufacturing Business SWOT Analysis
- Cold Formed Steel Manufacturing Value Proposition Canvas
Frequently Asked Questions
Start by proving demand for a narrow product mix, then match the facility, roll-forming equipment, coil supply, staffing, and quality system to that mix The researched plan assumes a 9 to 18 month launch window, Year 1 volume of 227 million units, and about $328 million in revenue Don’t open before pilot runs and buyer qualification are stable