 Time to Open12-24 monthsOpening prep
Time to Open12-24 monthsOpening prepHow to Open a Lead Rubber Bearing Manufacturing Business in 12–24 Months

Fully Editable
Instant Download
Professional Design
Pre-Built
No Expertise Is Needed
Description

Time to Open12-24 monthsOpening prep  Launch Sequence7 stagesEngineering first
Launch Sequence7 stagesEngineering first Key BottleneckTesting gateLong lead parts
Key BottleneckTesting gateLong lead parts First Revenue StepPilot orderProject approval
First Revenue StepPilot orderProject approval


Key Takeaways
- Engineering signoff unlocks orders and reduces rework risk.
- Presses, molds, and tooling set the 12–24 month timeline.
- Qualified materials and traceability protect project approvals.
- Technical sales must start before factory capacity sits idle.
Time to Open12-24 monthsOpening prepLaunch Sequence7 stagesEngineering firstKey BottleneckTesting gateLong lead partsFirst Revenue StepPilot orderProject approvalLaunch timeline
Short web summary of the launch plan; the XLSX export carries the full Gantt detail.
Launch scheduleMonth 1Month 2Month 3Month 4Month 5Month 6Month 7Month 8Month 9Month 10Month 11
Engineering / design
- Product drawings
- Process plan
- Load review
- Mold specs
- Bonding method
- Release package
Facility / equipment
- Facility needs review
- Layout and utilities
- Press install
- CNC install
- Test rig install
- Surface line install
Materials / vendors
- Vendor shortlist
- Steel quotes
- Polymer quotes
- Lead terms
- Approved contracts
Testing / quality
- Test plan
- Lab slots
- Prototype builds
- Performance tests
- Inspection records
Staffing / training
- Hire engineers
- Hire operators
- Train operators
- Safety drills
Sales / contracts
- Project docs
- Spec package
- Pilot order
- Supply contracts
Can the launch model survive a testing delay?
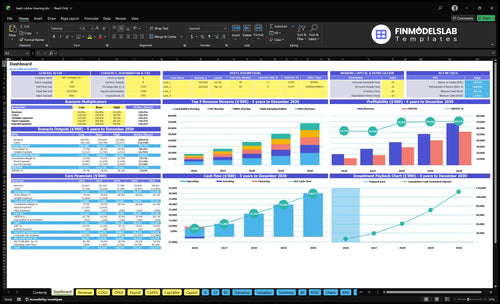
Only if the Lead Rubber Bearing Manufacturing Financial Model Template works as a timing check and shows a 60-month runway after delayed testing and slower ramp.
Financial model highlights
- Year 1 revenue $1.806M
- 450 units at $12,500
- 60-month runway
- Delayed testing stress
- Slower equipment ramp
- Later first approval
- Break-even path
- Variable costs
- Material lead times
- Staffing schedule
How long does it take to start lead rubber bearing manufacturing?
Lead Rubber Bearing Manufacturing usually takes 12–24 months to launch because long-lead equipment, mold fabrication, material qualification, prototype testing, lab scheduling, and engineering approvals all sit on the critical path. If you need in-house compounding or a new press, the schedule slips; outsourced compounding and open lab capacity can shorten it. Don’t staff for full Year 1 output of 450 lead rubber bearings until design validation, supplier certificates, bonding trials, first article inspection, performance testing, and approved project documents are in hand. If onboarding project engineers takes too long, revenue shifts right.
What slows launch
- Press delivery can set the pace.
- Mold fabrication adds lead time.
- Lab testing depends on scheduling.
- Project bids can push revenue right.
What clears launch
- Finish design validation first.
- Collect supplier certificates early.
- Run bonding trials before scale-up.
- Lock approved project documents before sales.
What do you need to start a lead rubber bearing manufacturing business?
You need engineering files, qualified materials, controlled bonding and vulcanization, tooling, testing access, QA records, and bid-ready specs to start Lead Rubber Bearing Manufacturing; see How Much To Start Lead Rubber Bearing Manufacturing? for the startup cost view. Here’s the quick math: modeled direct inputs are $1,850 per unit before overhead, testing, scrap, and selling costs.
Core requirements
- Finalize product design files
- Set project performance criteria
- Qualify steel, polymer, lead suppliers
- Control bonding and vulcanization
Cost and readiness
- $850 steel plates per unit
- $420 polymer compound per unit
- $180 lead core insert per unit
- $340 direct labor per unit
How do you get customers for lead rubber bearing manufacturing?
If you’re selling Lead Rubber Bearing Manufacturing, start with structural engineers, seismic retrofit consultants, and general contractors, not broad ads. First revenue usually comes after documented testing and approval, so if you’re sizing capital, How Much To Start Lead Rubber Bearing Manufacturing? should be read alongside the sales plan; the Year 1 model assumes 450 bearings at $12,500 each, or about $5.625 million.
Who buys first
- Structural engineers set the spec
- Retrofit consultants open projects
- General contractors place orders
- Owners and procurement approve buys
What closes the deal
- Use documented testing
- Keep quality records ready
- Show material traceability
- Send project drawings early
Confirm the factory is ready before accepting commercial orders
Launch readiness checklist
Use this go-live approval checklist to confirm the plant is ready before opening and taking first orders.
Compliance
- Permits and licenses clearedCritical
You need clear operating permission before any production or shipment starts.
- Insurance coverage boundCritical
Coverage should be active before workers, equipment, and site risk go live.
- Safety controls documentedHigh
Lead core handling and press work need written controls before first use.
Facility
- Power and floor load verifiedCritical
Heavy presses and cranes need enough power and floor support to run safely.
- Crane and curing space readyHigh
You need clear lift paths, curing area, and inspection space before launch.
- Lead handling area securedCritical
Safe lead storage and handling reduce exposure risk during fabrication.
Equipment
- Presses and molds commissionedCritical
The vulcanization press and molds must cycle cleanly before any saleable output.
- Machining and inspection tools testedHigh
Dimensional checks depend on working machining and inspection tools.
- Material handling gear provenHigh
Material moves must be stable before steel plates and lead inserts enter flow.
Supply chain
- Steel and polymer sources approvedCritical
High grade steel plates and polymer input quality drive unit cost and reliability.
- Lead and adhesive specs acceptedHigh
Lead core insert and lamination adhesive need proof before batch release.
- Logistics routes confirmedMedium
Heavy transport can delay delivery, so route checks matter before first orders.
Team
- Engineering and QA staffedCritical
Product design, test review, and release decisions need named owners.
- Production and procurement trainedHigh
The team must know build steps, material checks, and buying rules before launch.
- Technical sales roles filled High
Project bids and spec support need a clear owner from day one.
Launch
- Quality records and traceability liveCritical
Batch traceability and test records are needed for warranty and project signoff.
- Year one volume plan approvedHigh
The first-year plan should fit the 2,300-unit forecast and 5% factory cost load.
- First revenue pipeline verifiedCritical
Launch is not ready if testing, supplier proof, or the specification pipeline is missing.
Which launch drivers decide whether the plant opens cleanly?
1Engineering Standards and Validation
Approval gateComplete design files, test plans, and project submittals first; early orders raise rework risk and delay approval.
2Specialized Equipment and Tooling
12–24 moPresses, molds, and handling gear set the 12–24 month opening window and are the main setup bottleneck.
3Materials and Supplier Qualification
$1.85K/unitApproved steel, polymer, and lead suppliers cut spec risk and hold logistics near 3.5% in Year 1.
4Testing and Traceability
5% revQuality records, lab tests, and batch traceability speed project signoff and lower warranty exposure.
5Skilled Production Team
Year 1 rampTrained engineers, QA, and press operators improve yield and keep the Year 1 ramp smooth.
6Specification-Led Sales Pipeline
2% commsPrequalified bids and engineer reviews turn technical credibility into Year 1 orders for 450 units at $12,500.
Engineering Standards and Design Validation
Design Validation Gate
If the lead rubber bearing file is incomplete, you cannot open on time. Structural engineers want documented design methods, performance criteria, drawings, and prototype evidence before they approve supply, so this is the first revenue gate and the first real test of day-one readiness.
The main risk is accepting orders before engineering signoff. That can force redesign, delay submittals, and stall first jobs when the project team needs a complete technical file tied to its requirements and a process the factory can repeat.
Build the approval package first
Start with the items buyers review in order: design calculations, tolerance rules, prototype plan, test matrix, and the submittal package. Tie each one to the project spec so the engineer can see how the bearing will perform in the field and in the plant.
Verify supplier data, tooling limits, and lab testing dates before you promise delivery. If any of those slip, move the bid date, not the order date. That keeps the opening plan realistic and lowers rework risk once the first project lands.
- Lock drawings before accepting orders
- Match tests to project requirements
- Check tolerance stack with tooling
- Book lab time early
- Track every prototype change
1
Specialized Equipment and Tooling
Presses and Molds
This driver sets the opening date. Lead rubber bearing manufacturing needs rubber compounding coordination, steel plate prep, lead core handling, rubber-steel bonding systems, molds, vulcanizing presses, machining, inspection tools, and safe material handling before the plant can ship. With this setup, the launch window is typically 12–24 months; if long-lead presses or molds slip, staffing can be ready while output is still zero.
Readiness is not delivery, it’s commissioned equipment and first article parts that pass dimensional and process checks. That is what lets the team make repeatable bearings, control cure cycles, and avoid a string of failed prototypes on day one.
Lock the equipment sequence
Start with mold design and press selection, then install, bond-test, and tune cure cycles before full hiring ramps. Tie each machine to a written maintenance plan and safe handling procedure so production, QA, and material flow are ready together, not one month apart.
- Verify long-lead press dates
- Approve mold drawings early
- Run bonding trials first
- Check first article dimensions
- Document cure settings and upkeep
If equipment arrives after the team is in place, cash burn rises without saleable output, and the opening slips. If the first article parts pass, the plant has a real path to predictable output from day one.
2
Materials and Supplier Qualification
Supplier Qualification
Opening on time depends on getting consistent inputs, not just the lowest quote. This bearing uses $850 in steel plates, $420 in proprietary polymer compound, $180 in lead core insert, $60 in adhesive, and $340 in direct fabrication labor per unit, so one bad batch can stop production fast. A single supplier missing spec can delay first shipments and force rework.
The launch risk is real because these are project-critical parts for seismic work. Readiness means supplier certificates, backup vendors, incoming inspection, and batch traceability before the first order ships. If rubber compounds, steel laminates, lead cores, bonding agents, coatings, or freight handling are not qualified early, you can have capacity on paper but still miss day-one delivery.
Qualify the inputs before you sell the slot
Start with the materials that can shut the line down: rubber compound, steel laminates, lead core, adhesive, and coatings. Ask for certificates, lot history, and sample batches, then test incoming parts against the project spec before you commit a production date. That keeps the schedule tied to proof, not promises.
- Approve backup vendors first.
- Record lot numbers on receipt.
- Reject any out-of-spec batch.
- Track freight lead times weekly.
Here’s the quick math: one unit carries $1,850 in listed material and direct labor cost, so avoid buying inventory from a single source without a second path. If a supplier slips on one project-critical spec, the fix is not speed; it is more testing, more documentation, and a likely launch delay.
3
Testing, Quality, and Traceability
Testing and Traceability Gate
For lead rubber bearings, testing is the launch gate. Commercial buyers want proof that each unit matches the spec and can be repeated, so you need process controls, batch records, material certificates, dimensional checks, performance tests, and a clean documentation package before the first project release. One missed lab run can push approval past the opening date.
Weak records slow project signoff and raise warranty risk. Here’s the quick math: plan 0.8% of revenue for quality control lab supplies and hold 5% of total revenue for factory cost allocation tied to quality work. If prototype performance fails, the delay hits cash, staffing, and first-day operating capacity.
Lock the Test File Before Production
Start with a written test protocol, then run sample builds, inspection plans, and nonconformance handling in that order. Keep one clear project folder for certificates, dimensional reports, and third-party lab results so the approval file is ready when a buyer asks. That file is part of launch readiness, not a later admin task.
- Freeze protocols before sample builds.
- Book lab time early.
- Qualify backup lab relationships.
- Track batches to certificates.
- Assign one owner for nonconformance.
- Bundle final packets by project.
4
Skilled Production Team
Skilled Production Team
Open on time only if the plant has people who understand both structural products and rubber process control. For lead rubber bearings, that means 8 key roles: structural or product engineers, rubber process specialists, QA manager, production supervisor, press operators, machinists, procurement lead, and technical sales support. The readiness signal is simple: trained staff running documented work instructions before any commercial order ships.
If hiring starts before equipment and test gates are stable, you can burn cash on the wrong people and still miss launch. Early weak handoff shows up fast in rework, low yield, and missed dates for the first project. This is a day-one risk, not just a labor issue. One bad staffing sequence can slow inspections, delay production signoff, and push first revenue back.
Hire to the gate, not the calendar
Staff in steps: core engineers first, then QA and production leads, then operators and machinists after the process is locked. Use cross-training, safety training, and inspection training before the first commercial run, and make each person sign off on the work instruction they will use.
Keep a handoff checklist for production, QC, and procurement so no one starts work without clear ownership. The best signal is not headcount; it is a crew that can build, inspect, and document a unit the same way twice. That is what protects yield and makes the Year 1 ramp smoother.
- Hire after equipment gates hold.
- Train before first customer order.
- Document every work instruction.
- Assign one owner per handoff.
5
Specification-Led Sales Pipeline
Specification-Led Sales Pipeline
For lead rubber bearings, opening on time depends on approved projects, not just finished equipment. If no engineer has accepted the design path, the factory can be ready and still sit idle, which pushes out first revenue and burns cash on staff, testing, and sales support.
The readiness signal is a live pipeline: engineer reviews, prequalification files, bid opportunities, pilot orders, and approved supply contracts. With a Year 1 target of 450 units, the sales plan has to match project timing, because one delayed spec can delay the whole order.
Pre-Open Project Access Tracking
Build the sales work before opening: submittal templates, test summaries, technical sales meetings, and a project specification tracker. Keep technical sales commissions at 2% of sales in the plan, so the team can support engineer reviews without overloading fixed payroll.
- Assign one owner per project.
- Track each spec revision.
- Map every bid deadline.
- Save all approval notes.
Verify that each target account has a next step, not just interest. If approved supply contracts are missing when the plant is ready, you lose day-one output, delay staffing decisions, and weaken the first-month cash plan.
6
Related Products
- Lead Rubber Bearing Manufacturing Porter's Five Forces Analysis
- Lead Rubber Bearing Manufacturing BCG Matrix
- Lead Rubber Bearing Manufacturing Business Model Canvas
- How Increase Lead Rubber Bearing Manufacturing Profitability?
- Lead Rubber Bearing Manufacturing Business Plan Template in Pre-Written Word
- How Increase Profits For Lead Rubber Bearing Manufacturing?
- What Are Operating Costs For Lead Rubber Bearing Manufacturing?
- Lead Rubber Bearing Manufacturing Startup Costs For A $181M Year 1 Plan
- Lead Rubber Bearing Manufacturing Financial Model Template in Excel
- How Much a Lead Rubber Bearing Manufacturing Owner Can Make at $181M
- How Increase Lead Rubber Bearing Manufacturing Profitability?
- Lead Rubber Bearing Manufacturing Marketing Mix
- Lead Rubber Bearing Manufacturing Marketing Plan
- Lead Rubber Bearing Manufacturing Business Proposal
- Lead Rubber Bearing Manufacturing PESTEL Analysis
- Lead Rubber Bearing Manufacturing Pitch Deck Example Editable PPTX
- Lead Rubber Bearing Manufacturing Business SWOT Analysis
- Lead Rubber Bearing Manufacturing Value Proposition Canvas
Frequently Asked Questions
Start with engineering validation, supplier qualification, and testing access before buying full production capacity The modeled Year 1 plan includes 450 lead rubber bearings at $12,500 each and 2,300 total units across five product lines Build the launch sequence around design files, molds, presses, QA records, and specification-led sales