 Time to Open12 monthsSetup window
Time to Open12 monthsSetup windowHow To Open A Milk Processing Plant In 9 To 18 Months

Fully Editable
Instant Download
Professional Design
Pre-Built
No Expertise Is Needed
Description
Time to Open12 monthsSetup window  Launch Sequence6 stagesPermits first
Launch Sequence6 stagesPermits first Key BottleneckPermit reviewState rules
Key BottleneckPermit reviewState rules First Revenue StepFirst orderCold-chain ready
First Revenue StepFirst orderCold-chain ready


To open a milk processing plant, secure site control, confirm state dairy licensing requirements, design an approved food-grade facility, order pasteurization and packaging equipment, contract raw milk supply, build quality controls, and line up refrigerated buyers before production starts A practical dairy plant launch timeline is often 9 to 18 months, mainly because permits, equipment, wastewater, utilities, and inspections run in sequence The researched planning case assumes Year 1 volume of 100,000 units of bottled whole milk, 80,000 units of 2 percent milk, 50,000 units of plain yogurt, and smaller cheese volumes First revenue comes only after approved products can move through reliable cold-chain delivery
Time to Open12 monthsSetup windowLaunch Sequence6 stagesPermits firstKey BottleneckPermit reviewState rulesFirst Revenue StepFirst orderCold-chain readyLaunch timeline
Short web summary of the milk processing plant launch plan; the XLSX export has the detailed Gantt Chart.
Launch scheduleMonth 1Month 2Month 3Month 4Month 5Month 6Month 7Month 8Month 9Month 10
Licensing
- Regulator kickoff
- Permit checklist
- File dairy permits
- Inspection prep
- Approval signoff
Facility buildout
- Control site
- Final drawings
- Washable surfaces
- Drainage build
- Floor sealing
Equipment and utilities
- Order pasteurizer
- Order filling line
- Install refrigeration
- Wastewater hookup
- Commission equipment
Supplier contracts
- Milk supplier deals
- Packaging quotes
- Culture vendors
- Cold-chain carrier
Staffing and training
- Hire plant manager
- Hire QA lead
- Hire ops crew
- Train sanitation team
- Run mock shifts
Sales launch
- Build buyer list
- Label approval
- Route testing
- Onboard buyers
- First shipments
Why test the launch ramp before opening?
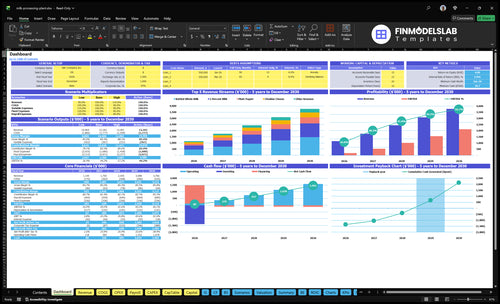
The screenshot shows how the Milk Processing Plant Financial Model Template maps revenue, production, cash, and break-even. Open it.
Financial model highlights
- Year 1 revenue: $114.4M
- Volume ramp by SKU
- Gross margin by SKU
- Production and staffing plan
- Raw milk, packaging, cold-chain
- Break-even and cash runway
How long does it take to open a milk processing plant?
A US Milk Processing Plant usually takes 9 to 18 months to open, and the clock only really ends when equipment is commissioned, sanitation runs are proven, and regulators sign off. The biggest delays are usually the pasteurizer, packaging line, refrigeration, boiler or hot-water needs, drainage fixes, wastewater approval, label issues, and inspection scheduling—not funding or build cost. Here’s the quick check: if opening-month capacity can’t support the 248,000-unit Year 1 plan, the launch is too early.
What drives the timeline
- 9 to 18 months is the usual range
- Permits come before launch
- Wastewater approval can slow startup
- Equipment lead times often set the pace
What must be ready
- Pasteurizer and packaging line commissioned
- Sanitation routines proven in real use
- Raw milk contracts in place
- 248,000 units matched to Year 1 capacity
How do you get customers for a milk processing plant?
Your first customers for a Milk Processing Plant should be buyers that can take approved, refrigerated product on a set schedule. See What Is The Estimated Cost To Open And Launch Your Milk Processing Plant? for the startup side, because the real bottleneck is not demand alone, it’s moving labeled inventory on time. With a $114 million Year 1 revenue target from 248,000 modeled units, you need buyer commitments before final inspection so product does not sit in cold storage.
First buyer channels
- Grocery accounts
- Local retailers
- Schools and cafés
- Foodservice distributors
What must be ready
- Bottled whole milk
- 2 percent milk
- Plain yogurt, Cheddar Cheese, Mozzarella Cheese
- Cold-chain capacity and delivery windows
What licenses are needed to open a milk processing plant?
A Milk Processing Plant usually needs a state dairy plant license, local health and building approvals, U.S. Food and Drug Administration (FDA)-aligned dairy compliance, and Grade A approval if it handles Grade A milk products; for performance planning alongside compliance, see What Is The Current Growth Trend For Milk Processing Plant's Overall Performance?.
Core licenses
- Get the state dairy regulator permit
- Clear city or county building review
- Meet local health department rules
- Register FDA food facilities when required
Launch checks
- Use Grade A standards tied to the FDA Pasteurized Milk Ordinance
- Validate pasteurization, such as 161°F for 15 seconds
- Finish labels, records, tests, and sanitation plans
- Verify state, county, city, and product rules
Confirm whether the dairy plant is ready to open
Launch readiness checklist
Use this go-live approval checklist before opening the plant.
Permits
- State dairy license securedCritical
You can't open without the core dairy license.
- Inspection plan approvedHigh
Set the path for pre-opening and first-month checks.
- Grade A approval confirmedHigh
Needed if the plant will sell Grade A milk.
- Food safety plan filedCritical
It anchors pasteurization, cleaning, and recall response.
Plant setup
- Washable surfaces installedCritical
Smooth, cleanable surfaces cut contamination risk.
- Sanitary zoning markedHigh
Keep raw, process, and pack areas separated.
- Drains and hot water workingCritical
Cleaning can't start without proper drains and hot water.
- Cold storage holds temperatureCritical
Milk, cheese, and yogurt need steady refrigeration.
Equipment
- Pasteurizer validation passedCritical
This is the main kill step for safety and inspection.
- Bottling line test passedHigh
Bottle and cap issues stop first shipments fast.
- Cheese and yogurt lines readyHigh
Each line must run clean before launch volume starts.
- Maintenance support on callMedium
Fast fixes keep downtime from killing early orders.
Supply
- Raw milk contracts signedCritical
Launch fails if milk supply is not locked in.
- Backup farms identifiedHigh
A second source protects against supply gaps.
- Packaging and cultures stockedCritical
No bottles, caps, or cultures means no output.
- Refrigerated delivery route setHigh
Cold product needs a fast, reliable delivery path.
Team
- Operators trained on SOPsCritical
Standard operating procedures (SOPs) keep runs repeatable.
- QA coverage scheduledHigh
Quality checks need coverage on every production day.
- Sanitation routines signed offCritical
Cleaning gaps raise spoilage and inspection risk.
- Receiving procedures testedHigh
Bad intake checks can contaminate the whole line.
Go-live
- Buyer commitments in writingCritical
You need written demand before the first production push.
- Launch month run-rate matches modelHigh
Compare output to 248,000 units and about $114 million revenue.
- Cash runway covers Month 6Critical
The model hits minimum cash at Month 6, so timing matters.
- Go-live signoff completeCritical
Do not open until every blocker is closed.
What drives a milk processing plant launch?
1Regulatory Approval And Inspection
9-18 moState-by-state licensing is the gate; Grade A and inspections must clear before milk runs.
2Facility Utilities And Wastewater
Pass inspectionFood-grade drains, hot water, and wastewater capacity cut rework and keep launch moving.
3Processing And Packaging Equipment
5 SKUsInstalled, tested equipment keeps the five-SKU line from slipping and failing validation.
4Raw Milk Quality Control
Supply OKSigned raw milk contracts and receiving tests reduce rejected batches and stabilize output.
5Cold-Chain Distribution
248K unitsCold rooms and routes keep the 248K-unit first-year plan saleable and on time.
6Staffing SOPs Launch Sales
$114MTrained staff and SOPs turn approved capacity into repeatable shifts and first-year revenue.
Regulatory Approval And Inspection
Permit and Inspection Clearance
Production cannot start until the state dairy regulator, and any local authority tied to the facility, signs off on permits, plan review, pasteurization controls, sanitation standards, labels, and inspections. For a milk processing plant, this is the gate that decides whether the first day is real output or just a delayed opening.
The risk is rework after inspection. If the plant layout, equipment, utilities, wastewater, or labels do not match the submitted plan, approval slips and cash burn keeps going while no product ships. One line says it all: no approval, no pasteurization, no revenue.
Build the approval file before the inspection date
Confirm Grade A requirements when they apply, document food safety controls, validate pasteurization, and keep sanitation records current. Schedule inspection only after the facility design, equipment install, utilities, wastewater path, and label approval all match the real plant setup.
- Match records to actual operations
- Keep pasteurization logs ready
- Stage sanitation proof in one file
- Verify labels before printing
- Fix layout gaps before inspection
1
Facility Utilities And Wastewater
Utilities and Wastewater Readiness
If the plant cannot handle hot water, steam or boiler capacity, refrigeration, and drainage, it cannot open cleanly or pass inspection. Milk processing also needs a food-grade layout with washable surfaces and sanitary zones, so clean and dirty traffic do not cross. Late utility changes can push the opening date and force rework after equipment is already on site.
For pasteurized milk, cheese, and yogurt, the utility design must match the product mix and equipment specs. The plant also needs a clear wastewater discharge path before start-up, or production can face shutdowns during early ramp-up. Readiness means the facility can pass inspection and keep running without utility bottlenecks.
Map clean and dirty flows
Verify the utility plan before final install, not after. Here’s the quick math: if one missing drain or undersized cold room blocks a line, the whole start date slips because sanitation and refrigeration are not optional in dairy.
- Mark clean and dirty zones first
- Confirm floor drainage slopes and outlets
- Size cold rooms to product mix
- Check hot water and boiler output
- Document wastewater discharge path approval
Assign one owner to track utility signoff, equipment specs, and inspection notes. What this catches early: late drainage rework, utility limits, and layout conflicts that can trigger failed inspections or force partial operations on day one.
2
Processing And Packaging Equipment
Processing Line Readiness
This driver matters because the plant cannot start producing until the pasteurizer, tanks, separators, fillers, yogurt and cheese equipment, and packaging systems are installed, commissioned, cleaned, tested, and documented. If one piece is late, the launch slips, because the SKU plan has to match the actual line setup before day one.
The main bottleneck is equipment lead time or failed validation. A line that is not built for bottled whole milk, 2 percent milk, plain yogurt, and cheese in the planned sequence can delay opening even when the building is finished, so readiness depends on the real production flow, not just the purchase order.
Preopen Equipment Checks
Order long-lead equipment early and tie each asset to the exact product it supports. Confirm utilities, floor layout, drains, and cold storage before install, or you risk rework that pushes commissioning past the launch date. The plant should not count as ready until pasteurization is validated and packaging seals pass test runs.
- Match line speed to Year 1 volume.
- Train operators before first production.
- Document cleaning and test results.
- Test seals on every package type.
One missing utility or a weak seal test can stop first shipments, raise scrap, and delay customer deliveries even after the equipment arrives. Assign one person to commissioning, signoff, and the startup punch list so the team knows exactly what still blocks opening.
3
Raw Milk Supply And Quality Control
Raw Milk Supply Control
This driver can make or break opening day. Finished output depends on dependable raw milk volume, intake testing, temperature control, traceability, and product specs that match bottled milk, yogurt, and cheese. No milk, no shift. If supply is late or quality fails at receiving, the plant can’t run on time and early batches get delayed or rejected.
The launch-ready signal is signed supply contracts with backup sources and documented receiving tests. That matters because production, cold storage, and quality assurance all depend on milk arriving in spec. Weak control here means idle equipment, wasted labor, tighter cash needs, and uneven first-week output.
Lock The Supply Plan Before Start
Set the receiving specs first: fat, protein, temperature, and delivery window rules for each SKU. Then confirm who tests incoming milk, who signs off, and what happens when a load fails. Write the rejection rule before the first truck arrives.
Build the operating rhythm around production schedule, storage capacity, and QA coverage. Keep temperature logs, lot records, and traceability records tied to each load. If milk supply is not covered for the full launch week, delay the start or reduce SKU count so the plant can run consistently from day one.
4
Cold-Chain Distribution
Cold-Chain Handover
Cold-chain distribution matters because dairy can’t sit warm while you wait on sales. The plant only starts earning when finished goods move from cold rooms into a buyer’s receiving window with packaging, lot coding, and inventory labels already right. If route plans or delivery partners are not set, you can be approved to produce but still miss first revenue.
This driver also sets the day-one ceiling. Buyer receiving requirements, truck availability, and returns procedures have to match the production schedule and sales commitments, or you’ll overpromise and trap product in storage. The launch risk is simple: selling more than the cold chain can handle.
Lock Delivery Readiness First
Before opening, verify the full handoff from finished goods storage to buyer receipt: labeled inventory, cold holding space, route plans, delivery partners, and signed receiving rules. Check packaging, lot coding, truck access, delivery windows, and what happens to rejected loads. If any one of those is unclear, first shipments can slip even if production is ready.
- Match routes to buyer windows.
- Confirm refrigerated capacity first.
- Document returns procedures now.
- Test one real delivery path.
Keep this tied to inspection approval, the production schedule, and sales commitments. If those three move faster than your cold chain, you’ll create spoilage risk, missed orders, and unhappy buyers on day one.
5
Staffing, SOPs, And Launch Sales
Trained Shift Operators
Day-one risk is not demand, it’s whether the plant can run without founder improvisation. A milk processing plant needs people who can handle receiving, pasteurization, packaging, cleaning, testing, and shipping the same way every shift, using standard operating procedures as written steps.
If training is thin, the plant can look approved but still fail in practice. That usually shows up as rejected batches, slow loading, sanitation misses, or poor first-customer service, which can push revenue out even when the equipment is installed.
Run the First Shift On Paper First
Before opening, verify that staff can do the full handoff chain: receiving, pasteurization, packaging, cleaning, testing, and shipping without owner help. Use mock production runs, sanitation signoffs, maintenance checks, and buyer delivery coordination to prove the schedule works before the first live order.
Assign one owner for each step and document the trigger points tied to equipment commissioning and inspection requirements. If the plant can’t repeat the same process twice, it is not launch-ready yet. The goal is simple: a staffed plant that can produce, clean, test, and ship on day one.
- Train operators before first production.
- Run mock shifts and record issues.
- Sign off sanitation before live runs.
- Test maintenance and shutdown steps.
- Confirm buyer delivery windows early.
6
Related Products
- Milk Processing Plant Porter's Five Forces Analysis
- Milk Processing Plant BCG Matrix
- Milk Processing Plant Business Model Canvas
- 7 Essential KPIs for Your Milk Processing Plant
- Milk Processing Plant Business Plan Template in Pre-Written Word
- 7 Strategies to Increase Profitability in Your Milk Processing Plant
- Analyzing The Monthly Running Costs For A Milk Processing Plant
- Milk Processing Plant Startup Costs for a 248,000-Unit First Year
- Milk Processing Plant Financial Model Template in Excel
- How Much Milk Processing Plant Owners Can Make on $114M Sales
- How to Write a Milk Processing Plant Business Plan
- Milk Processing Plant Marketing Mix
- Milk Processing Plant Marketing Plan
- Milk Processing Plant Business Proposal
- Milk Processing Plant PESTEL Analysis
- Milk Processing Plant Pitch Deck Example Editable PPTX
- Milk Processing Plant Business SWOT Analysis
- Milk Processing Plant Value Proposition Canvas
Frequently Asked Questions
Start with the SKU mix your plant can validate and sell reliably In the planning case, bottled whole milk and 2 percent milk make up 180,000 of 248,000 Year 1 units and about $786,000 of the $114 million revenue plan Yogurt adds 50,000 units, but it also adds cultures, cups, lids, and separate process controls