 Time to Open9 monthsOpening prep
Time to Open9 monthsOpening prepHow To Open A Plastic Bottle Manufacturing Business With 125M Year 1 Units

Fully Editable
Instant Download
Professional Design
Pre-Built
No Expertise Is Needed
Description

Time to Open9 monthsOpening prep  Launch Sequence8 stagesFacility first
Launch Sequence8 stagesFacility first Key BottleneckQuality repeatabilityBuyer spec fit
Key BottleneckQuality repeatabilityBuyer spec fit First Revenue StepFirst POApproved samples
First Revenue StepFirst POApproved samples


Key Takeaways
- Utilities and zoning must clear before lease commitment.
- Molds and commissioning need approved test output first.
- Written safety and QC steps cut launch risk.
- Signed supply and buyer orders protect early ramp.
Time to Open9 monthsOpening prepLaunch Sequence8 stagesFacility firstKey BottleneckQuality repeatabilityBuyer spec fitFirst Revenue StepFirst POApproved samplesLaunch timeline
This is a short web summary of the launch plan; the XLSX export contains the detailed Gantt Chart.
Launch scheduleMonth 1Month 2Month 3Month 4Month 5Month 6Month 7Month 8Month 9Month 10Month 11
Facility & Utilities
- Power load check
- Air system install
- Floor layout mark
- Racking and access
Equipment & Tooling
- Machine delivery
- Mold approval
- Commission machines
- Automation setup
Resin & Supply
- Vendor shortlist
- Terms negotiation
- Material test lot
- Inbound plan set
Hiring & Training
- Key hires
- SOP training
- Safety drills
- Shift schedule
Quality & Trials
- Lab setup
- Sample run
- Fix defects
- Pilot signoff
Sales & Launch
- Buyer spec review
- Quote package
- Purchase orders
- Shipment plan
Can your Plastic Bottle Manufacturing model survive the launch ramp?
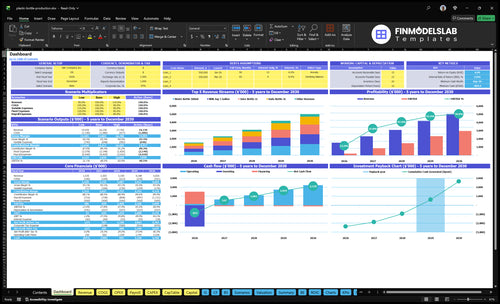
Before launch, this model checks revenue ramp, costs, cash needs, and break-even logic; open the Plastic Bottle Manufacturing Financial Model Template.
Financial model highlights
- 125M to 300M units
- $1.535B to $5.025B revenue
- Watch machine and cash strain
What do you need to start plastic bottle manufacturing?
To start Plastic Bottle Manufacturing, you need a zoned industrial facility, core production equipment, auxiliary systems, materials, permits, QC, trained operators, and committed B2B buyers. The day-one readiness test is simple: can the plant make 5 planned SKUs and support 125 million Year 1 units; for market context, see What Is The Current Growth Trend Of Plastic Bottle Manufacturing Business?.
Day-one plant needs
- Secure industrial zoning and permits
- Install power, water, and ventilation
- Add compressed air and loading docks
- Plan resin, carton, and finished-goods storage
Production readiness
- Buy blow molding machines and molds
- Add compressors, chillers, and conveyors
- Source resin, colorants, caps, labels
- Set QC steps; buyer specs may change molds
What mistakes stop a plastic bottle production launch?
Plastic Bottle Manufacturing launches fail when the plant is ready on paper but not in practice. If utilities, resin supply, molds, QC, and maintenance aren’t locked, you get rejected samples, late purchase orders, downtime, and missed delivery windows. Before signing large buyer deals, compare planned 125 million Year 1 units with actual machine uptime, operator coverage, QC pass rates, and supplier terms.
Launch blockers
- Weak utility planning stops startup
- Poor QC raises sample rejects
- Unreliable resin supply delays runs
- Mold delays push opening back
Readiness checks
- Confirm customers before big commitments
- Test uptime against 125 million units
- Check operator coverage and maintenance
- Clear supplier terms before launch
How long does it take to start plastic bottle manufacturing?
For Plastic Bottle Manufacturing, there isn’t a fixed pre-opening timeline; the source model starts at Month 1 and runs to Month 60, so launch speed depends on facility readiness, permits, machine lead times, utility upgrades, mold approvals, supplier onboarding, hiring, and test runs. Here’s the quick read: utilities should be ready before commissioning, and samples should pass buyer specs before purchase orders. If compressed air, chilled water, molds, resin terms, or QC documentation are late, the opening slips.
What must be ready
- Secure facility readiness first
- Finish zoning and permits
- Install power, air, water
- Approve molds before orders
What slows launch
- Late compressed air setup
- Late chilled water hookup
- Supplier onboarding delays
- QC paperwork not finished
Build a day-one readiness checklist for opening a plastic bottle manufacturing company
Launch readiness checklist
This is a go-live approval checklist to confirm the plant is ready before opening month.
Compliance
- Entity registeredCritical
The plant needs a legal entity before permits, contracts, and bank accounts move.
- Industrial zoning confirmedCritical
The site must allow manufacturing before lease spend and equipment installs.
- Environmental review clearedCritical
Plastic production can trigger waste and emissions review, so this must be done first.
- OSHA plan approvedHigh
Written safety rules reduce injury risk and help pass opening inspections.
Facility
- Lease or purchase signedCritical
The site must be secured before you commit to buildout and deposits.
- Power capacity confirmedCritical
Molding lines need enough power before machine start-up and production tests.
- Air water ventilation readyCritical
Compressors, cooling, and airflow must work before full-rate runs start.
- Loading storage readyHigh
Raw materials and finished bottles need safe flow, storage, and truck access.
Equipment
- Molding machines installedCritical
Injection and blow molding machines must be in place before output can start.
- Compressor chillers onlineCritical
Support systems must run cleanly or the line will stall and scrap will rise.
- Molds accepted in trialCritical
Molds have to hit the bottle specs before you promise volume to buyers.
- QC tools calibratedHigh
Quality checks are only useful if the lab tools measure parts the same way each time.
Suppliers
- Resin vendor lockedCritical
Resin supply is the main input, so launch stops if this feed is not secured.
- Colorant cap carton sourcedHigh
Labels, caps, cartons, and colorants must all be ready for shipment.
- Freight terms setHigh
Delivery cost affects margin, so freight needs a clear rate before quoting.
- Purchase orders issuedCritical
Open orders prove the plant can receive resin and packaging on time.
Staffing
- Operators hiredCritical
Lines cannot run withou t operators on the floor from the first shift.
- Maintenance support hiredHigh
Breakdowns hit output fast, so repair support needs to be in place early.
- QC staff trainedCritical
Quality control staff must spot defects before bad bottles reach buyers.
- Warehouse supervisors readyMedium
Warehouse control keeps stock, loading, and order flow from slipping at launch.
Commercial
- Buyer pipeline builtCritical
You need buyers lined up before opening month or volume will lag capacity.
- Year 1 model stress testCritical
The model should still work at 125 million units, $0.08 to $0.25 prices, and 30% commissions.
- Cash gap fundedCritical
Minimum cash is negative $884k in month 9, so funding must cover that hole.
- Go-live signoff completeCritical
Final signoff should be blocked if permits, molds, utilities, resin, staff, or POs are unresolved.
Want to check the six main launch drivers before opening?
1Facility Readiness
125M Y1Signed industrial space and utility capacity keep commissioning on time for the 125M-unit Year 1 ramp.
2Equipment & Molds
5 SKUsConfirmed floor layout, molds, and test runs cover all five SKUs and speed buyer approval.
3Compliance & QC
QC gateWritten safety and QC checks cut sample rejects and help shipments clear buyer review.
4Resin Supply
Vendor termsLocked resin, caps, cartons, and freight terms reduce shutdown risk and protect early deliveries.
5Staffing & Training
M1-M60Trained shifts and standard work keep output stable during Month 1 and the first-year ramp.
6B2B Orders
Y1 $1.535BApproved samples and slot-backed purchase orders turn capacity into first revenue.
Facility And Utility Readiness
Facility and Utility Readiness
If the site does not have enough power, compressed air, water, ventilation, loading access, storage, and safe material flow zoning, the line cannot start. For plastic bottle manufacturing, this is a launch gate: verify industrial zoning and utility capacity before the final lease or purchase, or you risk an opening-month delay from utility upgrades.
The readiness signal is simple: signed facility access plus confirmed utility capacity and a loading plan. That keeps commissioning on track and helps the plant ramp toward 125 million Year 1 units without avoidable delays.
Verify utilities before install
Check the utility list against the machine layout before any equipment arrives. Confirm power service, air lines, water, exhaust, dock use, and storage space on paper and on site, then lock the flow from raw material receipt to finished goods shipping.
- Match zoning to industrial use.
- Confirm utility capacity in writing.
- Test loading access for trucks.
- Document material flow and storage.
If the facility needs upgrades after lease signing, the buildout can slip and cash burn starts before first shipment. One delay here can push commissioning, staffing, and customer deliveries at the same time.
1
Equipment, Molds, And Commissioning
Molds, Setup, And Commissioning
Equipment choice, mold fit, and test runs decide whether the plant can open on time. Blow molding machine installation should not start until utilities and floor layout are confirmed. For this launch, the molds must cover 5 planned SKUs and meet buyer specs, or trial output won’t turn into saleable inventory. The real launch signal is repeatable output with approved dimensions and quality checks.
What can slow day one? Mold delays, failed sample approval, or missing auxiliary equipment can stall commissioning even if the building is ready. If the first runs are inconsistent, the team burns time on rework instead of filling purchase orders. That pushes back first revenue and can leave the factory open but not ready to ship.
Lock The Mold Plan First
Before installation, confirm the machine list, bottle designs, mold order, and support gear in one written plan. Tie each mold to a specific SKU, buyer spec, and test target. If any of the 5 SKUs still lack an approved mold, treat that as a launch risk, not a later fix.
Use commissioning to prove the line, not just start it. Run test batches, check dimensions, inspect quality, and document the approved settings. The goal is simple: repeatable output that can move straight from trial production to purchase orders, with maintenance readiness in place before commercial runs begin.
- Confirm utilities before install.
- Match molds to all 5 SKUs.
- Document approved test output.
- Verify auxiliary equipment readiness.
2
Compliance, Safety, And Quality Systems
Compliance, Safety, And QC
For a plastic bottle factory, compliance and quality control are a launch gate, not a back-office task. If OSHA safety procedures, machine guarding, training, material handling, and emergency plans are weak, you can’t safely run the line on day one. If food-contact expectations apply, you also need inspection records and documented batch checks before buyer approval.
Quality has to be repeatable from the first shift. The written QC process should track dimensions, weight, closures, leakage, appearance, and packaging condition. One failed buyer sample can delay opening, hold back purchase orders, and force rework, so the first production run needs a clear pass/fail process before commercial output starts.
Set QC Before First Run
Build the launch file around the checks operators will run every shift: safety walk-throughs, sample pulls, batch logs, and signoff steps. That means the team knows what to inspect, who records it, and when a stop-work call is required. If that process is not written, day-one output may exist, but it won’t be saleable.
Use a simple readiness test: can the line make approved bottles, document the result, and ship without a quality hold? If the answer is no, opening slips from “installed” to “ready.” That matters because unsafe launch conditions and rejected buyer samples are the main bottlenecks to first revenue.
- Document OSHA training before start
- Verify machine guards and emergency stops
- Confirm food-contact specs where needed
- File inspection and batch check records
- Test leakage and closure fit each shift
3
Resin Supply And Vendor Readiness
Resin Supply Readiness
For plastic bottle manufacturing, resin is the feedstock, so a late or wrong shipment can stop production even when the line is installed. PET resin has to match bottle type, color, clarity, and buyer specs, and the opening-month plan must also cover colorants, caps, cartons, labels, pallets, and freight so day one orders ship on time.
This driver affects cash too. Resin buys tie up working capital before invoices come back, and price volatility can move your cost per bottle fast. If terms, lead times, and backup suppliers are not confirmed, the plant can face shutdowns and missed first-order fulfillment during the early ramp toward 125 million Year 1 units.
Lock Vendor Terms Early
Before opening, verify the exact resin grade, color, and clarity for each SKU, then map every input to a named supplier. Get written terms, lead times, and backup sources in place, and prebuild the opening-month purchase plan so buying does not wait for first orders.
- Match resin to each bottle spec.
- Confirm caps, labels, cartons, pallets.
- Set backup suppliers before launch.
- Align freight pickup with ship dates.
- Test first-month inventory coverage.
The quick check is simple: if one delayed load would stop the line, the supply plan is not ready yet. Vendor readiness should protect output, limit rush freight, and keep early deliveries clean while the plant ramps.
4
Staffing, Training, And QC Workflow
Trained Crew, Stable Output
Staffing, training, and QC decide whether the plant can open on time and run from day one. A bottle line needs machine operators, maintenance support, QC staff, warehouse handling, shift supervisors, and clear safety ownership. If those roles are not staffed and trained before commercial production, the first run can slip, output will vary, and customer orders can’t ship with confidence.
The workflow has to be written in order: resin receiving, setup, production, inspection, packing, storage, and shipping. The readiness signal is staffed shifts with written standard work and QC checkpoints. That is what protects Month 1 output, keeps the machine running, and lowers the risk of inconsistent bottles from undertrained teams.
Train Before First Orders
Set the launch plan so every shift knows who runs the line, who checks quality, and who stops production when a defect shows up. Train operators on start-up, changeover, basic maintenance, defect checks, and safe material handling before purchase orders arrive. If training waits until after sales start, the plant may have resin and labor on hand but still miss ship dates.
- Assign one owner per shift.
- Document each QC checkpoint.
- Test the full flow end to end.
- Cover backup coverage for absences.
- Confirm warehouse and shipping handoffs.
What this setup hides is the time cost of weak handoffs. If QC, packing, and warehouse work are not tied together, good bottles can still miss shipment. The fix is simple: run trial shifts, log defects, and only open once the team can repeat the same output on consecutive runs.
5
B2B Customer Pipeline And Purchase Orders
B2B Orders Before Start
For this factory, opening on time is not just about machines turning on. It depends on approved samples, minimum order quantities, pricing, delivery terms, and buyer approval cycles being in place before launch, so the plant can ship on day one instead of sitting on finished inventory.
B2B sales here are about proving capacity and consistency, not broad branding. Beverage and consumer goods buyers will check closure, labeling, packing, resin, and food-contact expectations where relevant, so weak sample approval can delay first revenue and push back purchase orders tied to production slots against the $1535 million Year 1 plan.
Lock Orders Before Production
Build the pipeline before the first run. Get buyer specs in writing, send samples, confirm approval cycles, and map each account’s MOQ, pricing, and delivery terms. Here’s the quick math: if a customer has not tied a purchase order to a production slot, you do not have a real launch customer yet.
Track which accounts are ready to order, which still need sample sign-off, and which need packaging or resin checks. One clean one-liner: no confirmed order, no full production run. That keeps cash from getting trapped in unused resin, labor, and finished bottles while first-day service stays realistic.
6
Related Products
- Plastic Bottle Manufacturing Porter's Five Forces Analysis
- Plastic Bottle Manufacturing BCG Matrix
- Plastic Bottle Manufacturing Business Model Canvas
- Tracking 7 Core KPIs for Plastic Bottle Manufacturing
- Plastic Bottle Manufacturing Business Plan Template in Pre-Written Word
- 7 Strategies to Increase Plastic Bottle Manufacturing Profitability
- How to Run a Plastic Bottle Manufacturing Business: Monthly Costs
- Plastic Bottle Manufacturing Startup Costs for a 125M-Unit Year 1
- Plastic Bottle Manufacturing Financial Model Template in Excel
- How Much Plastic Bottle Manufacturing Owners Make At 125M Units
- Building a Financial Model for Plastic Bottle Manufacturing
- Plastic Bottle Manufacturing Marketing Mix
- Plastic Bottle Manufacturing Marketing Plan
- Plastic Bottle Manufacturing Business Proposal
- Plastic Bottle Manufacturing PESTEL Analysis
- Plastic Bottle Manufacturing Pitch Deck Example Editable PPTX
- Plastic Bottle Manufacturing Business SWOT Analysis
- Plastic Bottle Manufacturing Value Proposition Canvas
Frequently Asked Questions
Start by proving the plant can run before selling volume Secure industrial space, utilities, permits, blow molding equipment, molds, resin vendors, operators, QC procedures, and buyers The source model assumes 125 million Year 1 units, five product lines, and about $1535 million in Year 1 revenue, so the launch plan must match that ramp