 Time to Open12 monthsLaunch runway
Time to Open12 monthsLaunch runwayHow To Open A Plate Girder Fabrication Business In 9-18 Months

Fully Editable
Instant Download
Professional Design
Pre-Built
No Expertise Is Needed
Description
Time to Open12 monthsLaunch runway  Launch Sequence6 stagesFacility first
Launch Sequence6 stagesFacility first Key BottleneckCertification gateApproval path
Key BottleneckCertification gateApproval path First Revenue StepBridge orderBid package live
First Revenue StepBridge orderBid package live


To start a plate girder fabrication business, validate contractor and public infrastructure demand, secure a heavy fabrication facility, install cutting, welding, lifting, and fit-up systems, then build a quality program before bidding work A researched planning assumption is a 9-18 month launch timeline because facility buildout, equipment commissioning, American Institute of Steel Construction certification readiness, state Department of Transportation prequalification, and customer approval can run in parallel but rarely finish overnight The first-year model assumes 320 girders across standard, curved, hybrid, box, and variable-depth work, equal to about $380 million in modeled revenue The bottleneck is not just buying machines it’s proving qualified capacity, traceable materials, inspected welds, and credible delivery dates before the first contract
Time to Open12 monthsLaunch runwayLaunch Sequence6 stagesFacility firstKey BottleneckCertification gateApproval pathFirst Revenue StepBridge orderBid package liveLaunch timeline
Short web summary of the launch plan; the XLSX export adds the detailed Gantt Chart.
Launch scheduleWeek 1Week 2Week 3Week 4Week 5Week 6Week 7Week 8Week 9Week 10
Planning
- Demand check
- Form entity
- Site search
- Bind insurance
- Model review
Facility
- Lease plant
- Upgrade power grid
- Install crane
- Commission cut line
- Set welding lanes
- Test production run
Compliance
- Draft QA manual
- Set weld specs
- Prepare audit pack
- Run certification audit
Staffing
- Define headcount
- Hire welders
- Train shop team
- Add inspector support
- Certify shifts
Suppliers
- Select steel mills
- Onboard vendors
- Lock freight routes
- Set inventory rules
Sales
- Build buyer list
- Prepare bid templates
- Submit DOT prequal
- Secure approvals
- Submit first bids
Why pressure-test the Plate Girder Fabrication model before launch?
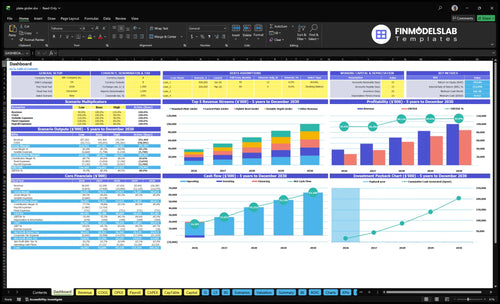
Use this Plate Girder Fabrication Financial Model Template as a launch validation tool, not the main offer page. It tracks units, pricing, revenue, unit costs, staffing ramp, runway, and breakeven; Year 1 is 320 units and about $380 million, rising to 720 units and about $1,003 million by Year 5.
Financial model highlights
- Year 1 units: 320
- Pricing: $85k to $195k
- Unit costs: $9.6k to $23.2k
- Factory costs: 40% revenue
- Flags launch and runway
What certifications are needed for plate girder fabrication?
Plate Girder Fabrication needs the approvals named by the buyer, project specs, and state rules; bridge work often requires American Institute of Steel Construction certification, American Welding Society AWS D1.5/D1.5M Bridge Welding Code compliance, and state Department of Transportation prequalification before bidding. For the planning checklist, see How To Write A Business Plan For Plate Girder Fabrication?, especially because the U.S. has 50 state DOTs and bridge approval packages can differ by contract.
Bridge work
- Get AISC bridge fabricator certification if specified
- Use AWS D1.5 bridge welding procedures
- Secure state DOT prequalification before bid
- Prepare contractor and vendor approvals early
Proof package
- Keep a quality assurance manual
- Maintain WPS, PQR, and welder qualifications
- Use CWI oversight and NDT plans
- Track mill certificates and inspection records
How long does it take to open a plate girder fabrication shop?
Plate Girder Fabrication usually takes 9–18 months to open, and the real clock starts at first commercial production and the first qualified bid, not the ribbon-cutting. Timing depends on the existing building, overhead crane install, long-bay layout, utility readiness, equipment delivery, weld training, QA records, audit timing, steel supplier onboarding, and buyer prequalification. A retrofit shop can move faster than a new heavy-fab facility.
Start with demand and space
- Validate buyer demand first
- Search for facility next
- Long-bay space matters most
- Crane-ready sites save months
Then finish the buildout
- Install and calibrate equipment
- Train operators and welders
- Build QA and test production
- Audit timing can delay bids
What are the biggest plate girder fabrication launch mistakes?
The biggest launch mistakes in Plate Girder Fabrication are starting before quality assurance, weld procedures, inspection support, mill-certificate tracking, and heavy-haul logistics are ready. Buying equipment before the work mix is proven is another costly miss. And if you model revenue before production ramps, remember factory costs can eat about 40% of revenue, so a delay in onboarding or commissioning delays first revenue too.
Launch blockers
- Lock weld procedures first
- Set inspection support early
- Track mill certificates tightly
- Confirm backup steel supply
Pre-bid checks
- Test with a mock traveler
- Build a test girder
- Review sample inspection packs
- Check buyer prequalification status
Build a pre-opening checklist for a plate girder fabrication shop
Launch readiness checklist
Use this go-live approval checklist to confirm the plate girder fabrication business is ready before opening.
Compliance
- Entity and state registration completeCritical
The company needs a valid legal setup before it signs steel supply or bridge contracts.
- Local permits cleared for operationsCritical
Zoning and operating permits must be in hand before any fabrication starts.
- Insurance and workers' comp boundCritical
Property, liability, and workers' compensation coverage should be active on day one.
- Contract risk review signed offHigh
Bid terms, warranty limits, and delay clauses can create cash risk if unchecked.
Plant
- Bay flow matches fabrication planCritical
Bay flow must support fit-up, welding, coating access, and safe movement of girder sections.
- Cranes and loading lanes readyCritical
Heavy lifts and truck loading are launch blockers if the crane path is not proven.
- Cutting and welding systems testedCritical
The CNC plasma cutter and robotic welding cell must pass test runs before first orders.
Supply
- Steel plate supplier approvedCritical
Raw plate supply has to be reliable so production does not stall on the first jobs.
- Consumables and coating vendors setHigh
Welding consumables, coating materials, and hardware need backup supply before launch.
- Freight partners and backup bookedHigh
Heavy haul freight is part of delivery, so one carrier failure cannot stop shipments.
Quality
- Quality manual and WPS approvedCritical
Welding procedure specs define how each girder is built and checked.
- Welder qualifications verifiedCritical
Qualified welders are needed before any bridge-grade fabrication leaves the floor.
- Material traceability records readyCritical
Material certs and traceability protect the business if a buyer audits a shipment.
- Inspection and NDT partners onboardHigh
Outside inspection support is needed when internal checks are not enough.
Team
- Key production roles hiredCritical
Fitter, welder, operator, and QA coverage must exist before the first build starts.
- Estimator and project lead hiredHigh
Bids and job control need one owner each so quotes and delivery stay tight.
- Safety training completedCritical
OSHA safety steps matter because cranes, welding, and cutting add serious site risk.
Commercial
- Estimating process lockedCritical
A repeatable estimate process keeps margin from leaking on custom bridge work.
- Buyer prequalification confirmedCritical
The launch is not ready if buyers still need prequalification to place orders.
- Backlog and cash runway approvedCritical
Core metrics show a Month 1 cash minimum of $914k, so runway needs signoff before go-live.
Which launch drivers decide whether this shop opens on time?
1Facility Crane Capacity
9-18 moRight bay length, floor load, and crane reach keep long girders moving safely.
2Equipment Commissioning
Test girderCommissioned cutters, welders, and handling gear set stable cycle times and bid dates.
3Quality Compliance
Buyer auditApproved procedures and audit files open bridge work and cut rejection risk.
4Staffing Safety
First shiftA staffed first shift can cut, fit, weld, inspect, and ship without founder heroics.
5Supply Logistics
$9.6K-$23.2KLocked plate, consumables, testing, and heavy-haul slots reduce rework and late trucks.
6Buyer Approval
320/720Buyer approval and state DOT rules vary, so prequal turns bids into backlog.
Facility And Crane Capacity
Facility and Crane Capacity
If the shop cannot move a full girder from plate intake to shipping without double-handling, opening slips fast. Facility readiness sets the biggest project size you can safely take on, because check bay length, floor capacity, and overhead crane coverage decide whether long members can flow through the plant on day one.
For this business, the launch risk is a layout that blocks plate storage, fit-up lanes, welding lanes, coating access, truck loading, or oversized girder movement. With first-year direct unit inputs already ranging from $9,600 to $23,200 before revenue-based factory costs, a bad layout can turn a sold job into a safety problem, rework, and a late delivery promise.
Prove the Flow Before You Open
Before launch, walk one test path from incoming steel plate through cutting, assembly, welding, inspection, coating, staging, and shipping. That path is the readiness signal. If the girder needs to turn back, wait for a crane, or cross another lane, the shop is not ready for commercial work.
Verify these items in order: crane reach, bay clearance, storage slots, truck access, and safe movement for the longest girder you plan to sell. One clean flow is better than a crowded shop with more machines.
- Measure the longest girder route
- Mark crane coverage zones
- Separate storage from fit-up
- Test truck loading before opening
1
Fabrication Equipment Commissioning
Equipment Commissioning
If the cutting, beveling, fit-up, submerged arc welding, cambering, and material-handling gear are not installed, calibrated, and staffed, the shop cannot promise real ship dates. In plate girder work, cutting accuracy, fit-up, weld heat input, and inspection acceptance are linked, so one weak setup can hold the whole line.
The launch signal is a test girder that passes dimensional and weld inspection. If equipment is delivered but not commissioned, or operators are hired but not trained on the procedure, the business may look open but still miss day-one output and credible bid schedules.
Commission Before Bidding
Verify the full sequence before taking work: CNC plasma or oxy-fuel cutting, beveling, fit-up, welding, flange and web assembly, cambering, and material handling. Match consumables to the written procedure, then document setup settings, operator sign-off, and inspection results. If one station is still waiting on calibration, the shop is not ready.
- Run one full girder through the line.
- Track every wait, rework, and handoff.
- Fix mismatches before quoting delivery dates.
That first dry run tells you whether cycle time is dependable or just assumed. Here’s the quick test: if the sample girder does not pass, pause launch claims until the root cause is fixed, or the shop opens with delays built in.
2
Quality Control And Certification Readiness
Quality Control and Certification Readiness
Quality control is a launch gate, not back-office paperwork. If the shop cannot show a usable quality assurance manual, approved welding procedure specifications, procedure qualification records, and current welder qualifications, it is not ready to bid or ship bridge work. The first buyer check is simple: can they audit a real project file?
Yes or no on certification changes day-one revenue. For some bridge jobs, American Institute of Steel Construction bridge certification may be required, and AWS D15 can apply to bridge welding readiness. If certified welding inspector coverage, non-destructive testing, traceability, and inspection records are not lined up, opening can slip even if the machines are installed.
Build the audit file before the bid
Start with a complete sample project file: QA manual, WPS, PQR, welder list, certified welding inspector coverage, non-destructive testing plan, material traceability, and inspection records. That file proves the shop can pass a buyer audit without scrambling. One clean file is the readiness signal.
Do not bid work until procedures, welders, and inspection partners are approved. Bidding first creates rework, delays, and failed submittals. Tie every quoted job to documented traceability and the exact inspection path, so first-day operations can move from cut to weld to inspect to ship without compliance gaps.
- Approve procedures before sales calls
- Match welders to each procedure
- Confirm inspector and NDT coverage
- File traceability with each heat number
- Keep buyer audit folders complete
3
Staffing, Safety, And Technical Labor
Staffing And Shop Control
A plate girder shop cannot open on time with a thin crew. The launch point is a staffed first shift that can cut, fit, weld, inspect, document, and ship without founder heroics. If the team is missing welders, fitters, machine operators, crane and forklift operators, or a project manager, work piles up fast and first-day delivery slips.
This driver also protects acceptance. A safety lead, quality manager, and certified welding inspector support help control lifting, hot work, confined areas where relevant, material handling, and shop traffic. That matters because weak supervision turns startup volume into rework, slow handoffs, and higher risk on day one.
Hire The Full Launch Crew
Before opening, match hires to the work mix and the launch sequence. Lock in the people who control flow: estimator, project manager, welders, fitters, machine operators, crane and forklift operators, safety lead, quality manager, and certified welding inspector support. One clean rule: if a task affects a crane move, a weld, or an inspection, someone owns it.
Then test the crew on real shop routines. Train on lifting, hot work, material handling, and shop traffic, and confirm who documents, who signs off, and who stops unsafe work. If supervisors and QA staff are not in place before sales start, the founder becomes the bottleneck and throughput will not hold.
4
Material, Vendor, Inspection, And Logistics Readiness
Materials, Vendors, And Delivery Timing
This launch driver matters because plate sourcing, certs, and freight control whether you can ship on day one. If steel plate, mill certificate traceability, coating slots, or heavy-haul trucking slip, the shop may be busy but still not able to release product. That delays first revenue and can break bid dates tied to customer specs.
Here’s the quick math: first-year direct unit inputs run from $9,600 for standard plate girders to $23,200 for variable-depth girders before revenue-based factory costs. One clean line: no vendor confirmation, no reliable ship date. The main risk is not just cost; it’s rejected material, missed inspection windows, and late acceptance by the customer.
Lock Inputs Before You Bid
Before opening, get written confirmation for steel plate, welding consumables, protective coating materials, fasteners, cutting gas, fuel, waste handling, non-destructive testing (NDT) partners, coating or galvanizing vendors, trucking, permits, and backup suppliers. Tie each one to the bid lead time and the project spec so you know what is covered, what is still open, and where the schedule can slip.
- Confirm mill certs with each plate order.
- Reserve coating slots before release.
- Book NDT coverage early.
- Check heavy-haul capacity and permits.
- Line up backup vendors for each critical input.
If one of those links breaks, you can still have labor and equipment ready but miss the opening window because the job cannot be shipped, inspected, or accepted on time. The readiness signal is simple: every key vendor has replied in writing and the dates match the project schedule.
5
Commercial Launch And Buyer Prequalification
Buyer Prequalification
Bridge girder bidding only works when approved buyer status and real shop capacity line up. If you market too early, you can win work you cannot cut, weld, inspect, or ship, which pushes out first revenue and creates delivery risk with bridge contractors, general contractors, and state DOT buyers.
The launch gate is a qualified pipeline, not generic outreach. A first-year model of 320 girders and about $380 million revenue means the sales list has to be built before opening, with bids that fit equipment, cranes, labor, and QA scope.
Prequalify Before You Bid
Build estimating standards for takeoff, steel plate, consumables, coating, inspection, trucking, permits, schedule, and contingency before you send quotes. That keeps pricing tied to real scope and avoids launch-day gaps that turn into margin loss or missed start dates.
- Target DOT lists first.
- Use referral networks next.
- Bid only fit-for-shop jobs.
- Reject scope that strains QA.
A clean readiness signal is vendor approval plus bids that the shop can execute without stretching cranes, labor, or inspection coverage. That is what turns launch from “we’re selling” into “we’re shipping.”
6
Related Products
- Plate Girder Fabrication Porter's Five Forces Analysis
- Plate Girder Fabrication BCG Matrix
- Plate Girder Fabrication Business Model Canvas
- What Are The 5 KPI Metrics For Plate Girder Fabrication Business?
- Plate Girder Fabrication Business Plan Template in Pre-Written Word
- How Increase Profits Plate Girder Fabrication?
- What Are Operating Costs For Plate Girder Fabrication?
- Plate Girder Fabrication Startup Costs For A 320-Girder Year 1 Shop
- Plate Girder Fabrication Financial Model Template in Excel
- How Much Plate Girder Fabrication Owners Make On $38M-$100M Revenue
- How To Write A Business Plan For Plate Girder Fabrication?
- Plate Girder Fabrication Marketing Mix
- Plate Girder Fabrication Marketing Plan
- Plate Girder Fabrication Business Proposal
- Plate Girder Fabrication PESTEL Analysis
- Plate Girder Fabrication Pitch Deck Example Editable PPTX
- Plate Girder Fabrication Business SWOT Analysis
- Plate Girder Fabrication Value Proposition Canvas
Frequently Asked Questions
Start with demand validation and facility readiness before buying equipment The researched launch window is 9-18 months, and the model assumes 320 girders in Year 1 Your first steps are buyer interviews, shop layout, crane planning, welding and cutting system specs, quality documentation, vendor setup, and prequalification with contractors or public infrastructure buyers