 Time to Open6 monthsLaunch runway
Time to Open6 monthsLaunch runwayStart A PVC Extrusion Plant In 6 To 12 Months With Launch Steps

Fully Editable
Instant Download
Professional Design
Pre-Built
No Expertise Is Needed
Description

Time to Open6 monthsLaunch runway  Launch Sequence7 stagesFacility first
Launch Sequence7 stagesFacility first Key BottleneckBuildout delayLead time
Key BottleneckBuildout delayLead time First Revenue StepFirst orderSamples approved
First Revenue StepFirst orderSamples approved


Key Takeaways
- Verify utilities before buying extrusion equipment.
- Permits and EHS approvals must clear trial production.
- Lock resin supply and tooling before commissioning.
- Sample-approved buyers turn capacity into first revenue.
Time to Open6 monthsLaunch runwayLaunch Sequence7 stagesFacility firstKey BottleneckBuildout delayLead timeFirst Revenue StepFirst orderSamples approvedLaunch timeline
This short web summary shows the PVC extrusion launch path, and the XLSX export adds the detailed Gantt Chart.
Launch scheduleWeek 1Week 2Week 3Week 4Week 5Week 6Week 7Week 8Week 9Week 10Week 11Week 12
Site & permits
- Shortlist sites
- Check zoning
- File permits
- Ready occupancy
Equipment line
- Order extruder line
- Buy tooling dies
- Install cooling system
- Set pullers cutters
Materials supply
- Source resin vendors
- Lock additive supply
- Set packaging specs
- Add backup vendors
Staffing & training
- Hire supervisor
- Hire operators
- Hire QC engineer
- Train shift crew
Quality & trials
- Install QC tools
- Calibrate line
- Run trial batches
- Approve sample runs
Sales launch
- Set target accounts
- Send sample packs
- Quote first orders
- Launch decision
Why pressure-test the PVC Extrusion Plant launch plan?
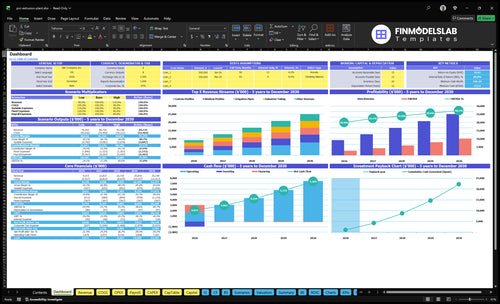
Use the PVC Extrusion Plant Financial Model Template as an assumptions check: it shows revenue, costs, cash, and break-even—open it now.
Financial model highlights
- Launch timing and ramp
- Capacity use and staffing
- Resin buying and runway
- Pricing and contribution
- Working capital pressure by month
- 150k tubing at $1,250
- 40k window profiles at $4,500
- 80k irrigation pipes at $2,800
- 25k door frames at $6,000
- 1.5k custom profiles at $1,200
- $92M Year 1 revenue
- $418M contribution before overhead
What PVC extrusion plant launch mistakes create the most risk?
For a PVC Extrusion Plant, the biggest launch risks are underbuilt utilities, buying equipment before product specs are locked, weak resin supply planning, and thin QC and operator training. Those mistakes usually show up at commissioning, when power, cooling, compressed air, ventilation, truck flow, or storage can’t support production. A simple model check should stress Year 1 at 296,500 units and $92 million revenue against slower ramp, resin purchases, staffing, and cash runway.
Big launch risks
- Underestimate utilities and plant support.
- Order equipment before specs are final.
- Miss resin supply timing and volume.
- Skip strong QC on first batches.
What to test first
- Check power, cooling, and air load.
- Train operators before trial runs.
- Qualify customers before opening day.
- Stress slower ramp and cash runway.
How do you get customers for a PVC extrusion plant?
You get customers for a PVC Extrusion Plant by building the buyer list before commissioning, then selling sample runs to contractors, distributors, OEMs, irrigation suppliers, window and door manufacturers, and industrial tubing buyers. See How Much Does It Cost To Open A PVC Extrusion Plant? for the cost side, because first revenue usually comes only after sample approval turns LOIs or purchase orders into sales.
Build the list first
- Target contractors before startup
- Call distributors by product line
- Pre-sell to OEM buyers
- Ask for test specs early
Sell proof, not promises
- Run samples before full production
- Share certifications when required
- Quote $1,250 tubing units
- Quote $1,200 custom profiles
How long does it take to open a PVC extrusion plant?
A PVC Extrusion Plant usually takes 6 to 12 months to open in the US. The fastest path is to run facility work and permits in parallel with equipment buys, because commissioning still waits on utilities, dies, operators, QC tools, resin supply, and safety procedures. First revenue starts after approved samples and purchase orders, not when the machine arrives, and local permits or imported equipment can stretch the schedule.
Main delays
- Extrusion equipment lead time
- Die tooling approval
- Electrical and air capacity
- Permits and fire signoff
Ready before launch
- Utilities must be live
- QC tools must be set
- Resin supply must be secured
- Sample approval must be done
Confirm whether the PVC extrusion facility is ready to open
Launch readiness checklist
Use this go-live approval checklist to confirm a PVC extrusion plant is ready before opening.
Permits and safety
- Zoning and permits clearedCritical
Zoning and permits must be clear before any production start or inspection risk rises.
- Fire and OSHA proceduresCritical
Fire and OSHA steps protect staff and cut shutdown risk in the first operating month.
- EHS waste and resin storageHigh
Environmental, health, and safety controls should cover waste handling and resin storage.
Site and utilities
- Electrical load verifiedCritical
Power capacity must support extrusion lines, mixers, and support systems without overload.
- Cooling water and air readyHigh
Cooling water and compressed air must work before trial runs and ramp-up starts.
- Truck access and warehouse setHigh
Truck access, warehouse space, and material flow should fit resin in and finished goods out.
Equipment and tooling
- Primary line and tooling installedCritical
The primary extrusion line and dies must be installed before any first production run.
- Dies and calibration tools readyHigh
Dies and calibration tools are needed to hold shape, size, and repeatable output.
- QC lab equipment validatedHigh
QC testing must be ready before samples ship or customer specs are accepted.
Supply chain
- Resin, additives, packaging securedCritical
PVC resin, additives, and packaging must be on hand before the launch month.
- Backup suppliers confirmedHigh
Backup suppliers reduce stoppage risk if a primary vendor misses a shipment.
- Inventory rules documentedMedium
Inventory rules should set min stock, lot tracking, and resin age controls.
Team and operations
- Operators and supervisors trainedCritical
Operators and supervisors need training before the first shift runs alone.
- Maintenance coverage assignedHigh
Maintenance coverage keeps the lines running and limits downtime during ramp.
- Production records liveMedium
Production logs support traceability, scrap review, and labor tracking from day one.
Sales and cash
- Sample specs approvedCritical
No launch should start without approved samples from qualified buyers.
- Pricing and lead times setHigh
Clear pricing and lead times are needed before purchase orders can move.
- Cash runway and breakeven signedCritical
Cash should cover the Month 2 low point and the 6-month payback path.
Which six drivers decide whether the plant opens on time?
1Facility Readiness
6-12 moUtility checks and layout fit decide whether the line can install without commissioning delays.
2Permits EHS
Approval gateLocal permits and environmental, health, and safety approvals clear the path to trial production without shutdown risk.
3Equipment Tooling
Trial batchesRight dies and downstream gear speed trial batches and cut scrap-heavy startup runs.
4Resin Supply
Supply secureQualified resin, additives, and backups keep trial batches and first orders moving.
5Staffing Systems
Day-1 readyTrained operators and standard procedures reduce scrap and stabilize output on day one.
6Customer Orders
$92M Y1Approved samples and first purchase orders turn commissioning into revenue faster.
Facility And Utility Readiness
Utility-Ready Building
This plant can’t open until the site can carry the extrusion power load and support ventilation, cooling water, compressed air, resin storage, truck access, and finished goods space. The readiness signal is successful utility verification before equipment installation. If that check fails, commissioning (testing and starting the line) slips, and day-one output slips with it.
The risk gets worse when the product mix and line count change the load and layout. A tubing line, pipe line, or window-profile line can need different storage, airflow, and material flow. If fire access, warehouse flow, or zoning is weak, the plant can own equipment it still can’t run, which ties up cash and pushes revenue out.
Verify the Site First
Start with a site check before any install date is set. Verify load checks, layout planning, resin storage zones, cooling and air systems, fire access, and warehouse flow. Then match those needs to the selected products and line count so the utility plan fits the actual build, not a guess.
Document utility signoffs, site drawings, and access paths before equipment lands. That keeps the team from finding out after delivery that the building cannot commission the line, which is the fastest way to create launch delay and idle costs.
- Confirm utility verification before delivery.
- Match layout to product mix.
- Reserve resin and finished-goods zones.
- Document fire access and warehouse flow.
1
Permits And EHS Compliance
Permits And EHS Readiness
If the plant is not cleared for local permits, zoning approval, and fire safety, it cannot legally run trial production. For a PVC extrusion plant, EHS means environmental, health, and safety readiness, so the gate is documented procedures, inspections, and site-specific approvals before resin ever hits the line.
The risk is simple: permit scope varies by jurisdiction, and extrusion sites can still face review on ventilation, waste handling, material storage, and worker safety. If the team assumes plastic extrusion has no local compliance review, opening can slip into a last-minute shutdown after the equipment is already in place.
Lock Approvals Before Trial Production
Start with a permit map for the exact site and product mix. Confirm who signs off on zoning, fire access, ventilation, waste rules, and environmental controls, then track each approval to a date, owner, and inspection. No trial run should start until the permit folder is complete.
- Train staff on safety procedures.
- Set lockout steps for each line.
- Document chemical handling and storage.
- Post emergency plans and signage.
- Test waste handling before first batch.
Assign one owner to each approval so nothing stalls at inspection. That keeps the opening legal, protects day one operations, and avoids a forced pause after the line is built.
2
Extrusion Equipment And Tooling
Tooling and Line Match
Extrusion equipment and tooling decide whether the plant can make sellable PVC on day one or just expensive scrap. The launch gate is installed equipment producing stable trial batches within spec. That means the right extruder, die tooling, calibration tables, cooling tanks, pullers, haul-offs, cutters, printers, and QC tools must all match the selected product mix.
Here’s the quick risk: late dies or mismatched downstream equipment can stop sample approval and drag out commissioning. For a plan with about $92 million in Year 1 revenue across five product lines, one bad tooling decision can delay first orders and force scrap-heavy startup runs instead of clean production.
Lock the Commissioning Sequence
Start with final product drawings, then place die orders, then confirm line layout before installation. Tie utility hookups to facility power, cooling, and air, and keep spare parts on site before commissioning tests. If the line cannot hold spec in trial runs, do not treat it as launch-ready.
- Verify die lead times early.
- Match downstream gear to each profile.
- Train operators before sample runs.
- Test QC tools during commissioning.
The real target is simple: faster sample approval, fewer rejects, and enough stable output to ship without rework on the first production days.
3
Resin And Additive Supply
Resin And Additive Supply
The plant can’t start without qualified PVC resin or compound, stabilizers, additives, colorants, packaging, and a backup supplier path. The launch-ready signal is simple: enough approved material for trial batches and the first customer orders. If resin arrives late during customer qualification, sample runs slip, quotes miss dates, and day-one production stalls.
Year 1 material assumptions give you the cash shape: $450 for tubing resin, $1,500 for window profiles, $900 for irrigation pipes, $2,000 for door frames, and $35,000 for custom profiles. Custom work needs the most cash up front, so the material plan has to match the first product mix, not just the line capacity.
Qualify suppliers before you book launch dates
Lock supplier qualification, lead-time checks, purchase planning, storage, and batch traceability before opening. Ask for resin specs, compound consistency, packaging terms, and backup supply options, then test that each lot tracks cleanly from receipt to trial batch.
Keep one line tight on inventory policy: enough stock for trial batches plus initial orders, but not so much that cash gets trapped in slow-moving material. If the first approved material lot is weak, the launch doesn’t just get delayed; the first orders start with scrap, rework, and missed ship dates.
- Approve primary and backup suppliers.
- Check lead times in writing.
- Set minimum trial-batch stock.
- Track lots from receipt to use.
4
Staffing And Operating Systems
Staffing And Operating Systems
A PVC extrusion plant is not launch-ready when the machines arrive; it is ready when trained operators can run trial batches, record quality, and keep output stable on the first shift. If staffing, supervision, or troubleshooting is thin, startup scrap rises and sample dates slip, even with installed equipment. That pushes first revenue back and can hurt customer confidence.
This driver includes shift coverage, standard operating procedures, preventive maintenance, QC checks, resin handling, safety drills, and production logs. The key dependency is final product specs, installed equipment, and supplier material. One-line truth: machines do not replace operator training.
Lock the Shift Plan Early
Before opening, confirm the team can run the line without vendor hand-holding. Have operators document quality records, scrap, and troubleshooting during trial runs before customer samples ship. If the first crew cannot hold steady output, the plant will burn resin, extend commissioning, and miss promised lead times.
- Lock shift coverage before sample runs.
- Write startup and shutdown SOPs.
- Test QC, resin handling, and safety drills.
- Assign maintenance and scrap tracking daily.
5
Customer Qualification And First Orders
Customer Qualification And First Orders
The plant can be built on time and still miss day-one revenue if buyers are not ready to order. For a PVC extrusion plant, launch depends on confirmed specs, sample approval, tested pricing, and delivery terms tied to real accounts. Without that, commissioning can finish but the line may sit idle.
The Year 1 plan assumes about $92 million in revenue across five product lines, so first orders need to convert fast. The readiness signal is simple: a buyer accepts samples and issues a first purchase order or LOI that can turn into one. That shortens the gap between startup and first cash.
Lock the first PO path before startup
Build the buyer list by product category, then match each account to technical drawings, a sample plan, certificates when required, quote sheets, lead time promises, and delivery setup. Assign one owner for spec sign-off and one owner for order conversion. If sample approval drags, you still carry resin, labor, and overhead without shipments.
- Confirm target buyers by product line
- Freeze drawings before sample runs
- Test pricing before launch
- Set delivery terms early
- Track LOIs to first POs
6
Related Products
- PVC Extrusion Plant Porter's Five Forces Analysis
- PVC Extrusion Plant BCG Matrix
- PVC Extrusion Plant Business Model Canvas
- 7 Critical Performance Metrics for PVC Extrusion Plant
- PVC Extrusion Plant Business Plan Template in Pre-Written Word
- 7 Strategies to Increase PVC Extrusion Plant Profitability
- Operating A PVC Extrusion Plant: Essential Monthly Running Costs
- PVC Extrusion Plant Startup Costs: $256k Monthly Overhead
- PVC Extrusion Plant Financial Model Template in Excel
- How Much PVC Extrusion Plant Owners Can Make on $92M Year 1 Sales
- How to Write a PVC Extrusion Plant Business Plan in 7 Steps
- PVC Extrusion Plant Marketing Mix
- PVC Extrusion Plant Marketing Plan
- PVC Extrusion Plant Business Proposal
- PVC Extrusion Plant PESTEL Analysis
- PVC Extrusion Plant Pitch Deck Example Editable PPTX
- PVC Extrusion Plant Business SWOT Analysis
- PVC Extrusion Plant Value Proposition Canvas
Frequently Asked Questions
Start by choosing the product line, then build the launch plan around it The Year 1 planning case includes 150,000 industrial tubing units, 80,000 irrigation pipes, 40,000 window profiles, 25,000 door frames, and 1,500 custom profiles That mix drives the building, utilities, dies, resin supply, operators, QC tests, and first buyer list