 Time to Open12-30+ monthsSetup window
Time to Open12-30+ monthsSetup windowHow To Start A Vehicle Assembly Plant In 12–30+ Months

Fully Editable
Instant Download
Professional Design
Pre-Built
No Expertise Is Needed
Description

Time to Open12-30+ monthsSetup window  Launch Sequence6 stagesCompliance first
Launch Sequence6 stagesCompliance first Key BottleneckCert gateApproval path
Key BottleneckCert gateApproval path First Revenue StepSigned orderContract order
First Revenue StepSigned orderContract order


Key Takeaways
- Regulatory proof must clear before production can start.
- Facility gaps can slow every unit on day one.
- Supplier delays can stop the line without buffers.
- Orders must match capacity before launch, not after.
Time to Open12-30+ monthsSetup windowLaunch Sequence6 stagesCompliance firstKey BottleneckCert gateApproval pathFirst Revenue StepSigned orderContract orderLaunch timeline
This is a short web summary of the launch plan; the XLSX export carries the detailed Gantt Chart.
Launch scheduleWeek 1Week 2Week 3Week 4Week 5Week 6Week 7Week 8Week 9Week 10Week 11Week 12
Facility
- Zone plant layout
- Check utility loads
- Upgrade facility shell
- Verify safety systems
Compliance
- Build permit matrix
- Review NHTSA rules
- Review EPA CARB
- Complete OSHA plan
Equipment
- Define equipment specs
- Get vendor quotes
- Install line equipment
- Test end-of-line
Suppliers
- Shortlist parts suppliers
- Audit supplier quality
- Approve sample parts
- Set inbound flow
Staffing
- Set hiring plan
- Recruit supervisors
- Train operators
- Certify shift leads
Pilot Launch
- Plan pilot builds
- Run first pilot
- Fix build issues
- Approve production start
Want to test the launch plan before you sign the lease?
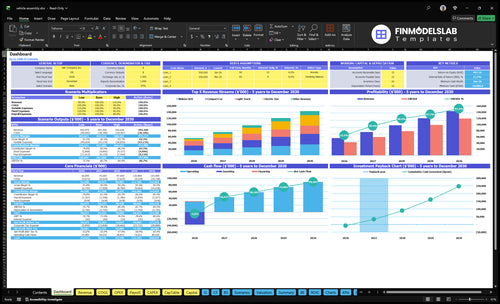
Before you sign the lease, open the Vehicle Assembly Financial Model Template—it maps revenue, costs, cash needs, assumptions, and break-even logic.
Financial model highlights
- Month 1 to 60 ramp
- Year 1 revenue assumptions
- Cash runway and break-even
What are the biggest mistakes opening a vehicle assembly plant?
The biggest mistakes opening a Vehicle Assembly plant are skipping compliance, trusting suppliers too early, and launching before the line is proven. With $815k in monthly fixed overhead and a 27,000-unit Year 1 ramp, every delay hits cash hard, so the real bottleneck is regulatory certification plus supplier and tooling readiness. Here’s the quick math: if launch customers are not signed and capacity is not real, the plant burns fixed cost before output starts.
Fix compliance and suppliers first
- Lock the compliance path early
- Approve suppliers before tooling freeze
- Validate parts before full launch
- Cover maintenance before first shift
Prove the line and the demand
- Run pilot builds before scale
- Track defects at each station
- Train assemblers by workstation
- Align sales to real capacity
How long does it take to open a vehicle assembly plant?
For Vehicle Assembly, plan on 12–30+ months to open a plant. The short end fits a ready site with simpler tooling; the long end shows up when buildout, regulation, supplier approval, or testing drags on. Month 1 to Month 60 planning should protect runway early, because late parts, fixtures, or certification evidence can push launch back.
Timing range
- 12 months is the fast case
- 30+ months is the slow case
- Facility buildout changes the clock
- Vehicle type changes equipment needs
Main delay drivers
- Zoning and building readiness come first
- Utilities and tooling take time
- Supplier approval can slow launch
- Compliance tests and pilot builds add weeks
What do you need to open a vehicle assembly plant?
To open Vehicle Assembly, you need permitted space, manufacturer registration, VIN/WMI setup, compliance files, suppliers, tooling, trained operators, inspection gates, and signed launch customers before the first build; see What Is The Primary Goal Of Vehicle Assembly's Success? for how that ties to success. For a Year 1 plan of 27,000 units and $560M revenue, the implied revenue is about $20,741 per unit ($560M / 27,000), so launch controls must work at scale.
Launch basics
- Secure facility permits before production starts
- Complete manufacturer registration and VIN/WMI setup
- Lock supplier contracts, tooling, and trained operators
- Sign launch customers before revenue ramp
Compliance gate
- Meet FMVSS: Federal Motor Vehicle Safety Standards
- Prepare NHTSA, EPA, and CARB files where applicable
- Set production controls and quality inspection gates
- Prove OSHA readiness: documents, tests, traceability
Confirm what must be ready before opening day
Launch readiness checklist
Use this go-live approval checklist to confirm the plant is ready before opening and first production.
Compliance
- Entity and manufacturer registeredCritical
Proves the legal entity can build vehicles and receive registrations, filings, and contracts.
- Zoning, fire, and OSHA clearedCritical
Use one approved site path before spending on renovations or inspections.
- FMVSS, EPA, CARB reviewedCritical
These rules gate first build approval and VIN/WMI issuance.
- VIN and WMI assignedHigh
The plant cannot ship units until the WMI and VIN process is locked.
Facility
- Utilities and compressed air liveCritical
Power, air, and backup systems must hold line uptime.
- Ventilation and material flow setHigh
Poor airflow or broken flow paths slow work and raise scrap.
- Loading docks and storage readyHigh
Dock space and storage have to fit inbound parts and finished units.
Supply
- Primary suppliers contractedCritical
Primary parts need signed terms before launch, not verbal promises.
- Alternate suppliers confirmedHigh
Alternate sources cut shutdown risk if one supplier slips.
- Tooling and test rigs installedCritical
Tooling must support the first build and end-of-line tests.
Staffing
- Supervisors and leads hiredCritical
Leads need to own shift output from day one.
- Maintenance and quality trainedCritical
Maintenance and quality teams prevent rework and downtime.
- OSHA work steps signedHigh
People must know safe work steps before the first run.
Orders
- Launch customer committedCritical
A committed launch customer keeps the first ramp real.
- Fleet, OEM, dealer orders bookedCritical
Fleet, OEM, dealer, or contract orders should fill the first run.
- Ramp plan matches order mixHigh
The mix should match what the line can build on time.
Finance
- Year 1 model tie-out d oneCritical
Tie the model to 27,000 units, $560M revenue, and $815k monthly fixed overhead.
- Cash holds through Month 6Critical
Month 6 is the cash low point, so runway must cover it.
- Go-live gate flags remain clearCritical
Block launch if compliance, suppliers, labor, or demand are still open.
Which launch drivers decide whether the plant is ready?
1Regulatory And Certification Readiness
12-30 moCertification slips can push launch into a 12-30 month window, so evidence has to land early.
2Facility and Plant Infrastructure
$815K/moEvery lease or utility gap slows the ramp and burns the $815K monthly overhead.
3Supplier and Parts Availability
17%Late parts stop the line and raise the 17% production overhead.
4Tooling and Line Commissioning
27K unitsTooling must pass pilot builds before the 27,000-unit Year 1 plan can run cleanly.
5Workforce and Quality Systems
Day-1 crewTrained assemblers, supervisors, and inspectors cut rework and keep acceptance clean.
6First Customer Pipeline
$560MSigned orders matched to capacity turn the $560M Year 1 plan into first cash.
Regulatory And Certification Readiness
Certification Readiness
Vehicle assembly is gated by manufacturer compliance. You cannot sell the first unit until the NHTSA manufacturer registration path, FMVSS compliance plan, EPA emissions requirements, and CARB considerations are mapped for where the vehicles will be sold. If the VIN and WMI process or document control is late, opening slips and first deliveries get held.
Here’s the quick risk: the plant may be ready, but without a compliance matrix, test evidence, inspection records, and production change control, sale-ready vehicles still stop at the gate. For a 27,000-vehicle Year 1 plan, late certification evidence creates launch holds and messy handoffs to the first customer.
Build the Compliance File Early
Start the compliance file before pilot builds. Verify who owns the WMI, the VIN sequence, test signoff, and the final approval trail. Tie every part change to a document update so the build record matches the vehicle on the floor. One clean rule: no paper, no ship.
- Map NHTSA, EPA, and CARB duties.
- Freeze VIN and WMI workflow.
- Track test and inspection evidence.
- Control every production change.
Assign one owner for the compliance matrix and one for document control. If evidence comes in late, the launch team will spend cash and time reworking files instead of shipping first customer units.
1
Facility, Zoning, And Plant Infrastructure
Plant Layout and Site Readiness
Industrial zoning, loading access, and utility capacity decide whether a vehicle assembly plant can open on time. If power, compressed air, ventilation, fire safety, or end-of-line test space are weak, the line slows before the first shipped unit. Poor floor layout also blocks material flow, workstation placement, and parts storage, which delays launch and hurts day-one output.
This driver covers site approval, utility verification, floor layout, traffic flow, storage, and safety inspections. The main risk is finding a fire-code or utility gap after lease start, when fixes cost time and cash. For a plant targeting 27,000 vehicles in Year 1, layout mistakes become a ramp problem, not just a buildout problem.
Lock the Site Before Buildout
Before signing, verify the site can support tooling, workstation placement, and test bays. Get written proof of zoning, power load, compressed air, ventilation, and fire systems. Map inbound parts flow, outbound loading, and safety paths on the floor plan, then walk the plan with the installer, operations lead, and fire inspector.
Do not place tooling before the final layout is locked. Tooling, racks, and workstations must fit the real production sequence, or material backtracking will hurt cycle time and first-day throughput. Keep the buildout, inspections, and equipment install in the same order as production, so the opening plan stays realistic.
- Confirm zoning and occupancy use.
- Verify power, air, and ventilation.
- Reserve end-of-line test space.
- Test loading docks and traffic flow.
- Document safety and inspection signoff.
2
Supplier And Parts Availability
Supplier Parts Flow
One missing component can stop the line. For a vehicle assembly plant, supplier and parts availability is a launch gate because day-one production depends on every sourced part arriving on time and within spec. If compact car, midsize SUV, light truck, electric van, or heavy duty truck parts show up late or out of spec, pilot builds slip and first shipments move with them.
The readiness signal is simple: an approved supplier list, verified quality checks, clear logistics timing, and a clean part release process. With a Year 1 target of 27,000 units, the plant cannot absorb random shortages. Strong supply flow lowers line stops and protects first-order reliability.
Lock In Inbound Timing
Before opening, validate inbound timing for each part family against pilot build dates. That means confirming lead times, buffer stock, alternate suppliers, and the exact handoff rules for releasing parts to the line. If the part release process is vague, the plant can look ready on paper but still miss launch.
- Confirm supplier approval before build start.
- Test inbound timing before pilot builds.
- Hold buffers for critical parts.
- Map alternates for single-source items.
- Track quality issues before full launch.
What this estimate hides: even one late or rejected shipment can force resequencing, idle labor, and delayed customer deliveries. For a plant targeting $560M in Year 1 revenue, part flow is not a back-office task; it is a day-one operating requirement.
3
Tooling, Equipment, And Line Commissioning
Line Commissioning
Tooling and equipment gate the opening date because no vehicle can ship until workstations, fixtures, torque tools, lifts, conveyors, inspection stations, and end-of-line testing equipment run under real build conditions. The readiness signal is not delivery; it is a stable line that can build the target mix with no missed steps, which protects the Year 1 plan of 27,000 vehicles.
The main risk is a late tooling change after pilots. If the final product mix shifts after setup, commissioning slips, defects rise, and the first customer builds get pushed back. That also adds cash burn because labor, utilities, and floor space are active before revenue starts.
Commission before first build
Lock the sequence before opening: install the line, calibrate each tool, run pilot builds, track defects, and check cycle time. The line is ready only when it can repeat the same build in the same time, with the same quality, across five vehicle categories.
- Verify workstation and fixture fit.
- Confirm torque and lift calibration.
- Test conveyor and inspection flow.
- Log pilot defects by station.
- Freeze product mix before ramp.
If supplier parts arrive late or out of spec, pilot builds stop and the team cannot prove line speed. That pushes opening risk onto the first orders, when customers expect clean handoff, stable output, and no rework.
4
Workforce, Training, Safety, And Quality Systems
Trained Launch Crew
This driver turns a staffed plant into a build-ready plant. For vehicle assembly, day-one output depends on trained assemblers, supervisors, maintenance staff, and quality inspectors who know the production mix, standard work, OSHA procedures, and defect tracking. If hiring outruns process stability, rework grows; if hiring lags pilot builds, the launch slips and first revenue starts late.
At the disclosed 27,000-unit Year 1 plan, the team has to fit the line, shift coverage, and inspection flow, not just fill roles. The real readiness test is whether every station can run, stop, escalate, and recover without the founder stepping in.
Lock the first-build crew
Before opening, verify workstation training, maintenance coverage, quality gates, and the nonconformance workflow on pilot units. Write standard work for each station and match each job to the actual build mix, so the right people are in the right place on day one.
- Train to the first vehicle mix.
- Test defect logging before launch.
- Assign shift safety coverage.
- Backfill maintenance for breakdowns.
What this hides: weak training usually shows up as rework hours, slower acceptance, and more cash tied up in fix-it work before the first customer shipment.
5
First-Customer And Production Pipeline
Signed Orders First
Commercial readiness is the real gate here. A vehicle assembly plant can be built and staffed, but if there are no signed fleet, OEM, dealer, specialty vehicle, or contract assembly orders, opening just burns time and cash before first revenue starts.
For Year 1, the plan points to 27,000 vehicles and $560M in revenue, or about $20.7k per vehicle ($560M ÷ 27,000). That makes order timing and slot planning critical. If the sales book outruns the line, the plant misses promises; if it lags, you carry idle capacity and slow ramp.
Lock the First Build Plan
Before opening, turn interest into a signed launch pack: pre-launch LOIs, technical specs, delivery terms, quality acceptance criteria, and production slot dates. That gives operations a real build mix, not a wish list. Here’s the quick rule: no slot, no start date.
Use a simple check so the pipeline stays real:
- Match orders to line capacity
- Freeze first model specs
- Confirm customer acceptance tests
- Set delivery windows in writing
- Reserve launch production slots
If sales closes volume the plant cannot yet build, you get missed dates, rework, and cash strain. If the order book is thin, first-day operations look open but not active.
6
Related Products
- Vehicle Assembly Porter's Five Forces Analysis
- Vehicle Assembly BCG Matrix
- Vehicle Assembly Business Model Canvas
- 7 Critical KPIs for Vehicle Assembly Operations
- Vehicle Assembly Business Plan Template in Pre-Written Word
- 7 Proven Strategies to Increase Vehicle Assembly Profit Margins
- Vehicle Assembly: Analyzing Monthly Running Costs and Cash Flow Needs
- Vehicle Assembly Startup Costs for a 27,000-Unit Year 1 Plant
- Vehicle Assembly Financial Model Template in Excel
- How Much Vehicle Assembly Owners Can Make: $438M Before Reserves
- How to Write a Vehicle Assembly Business Plan: 7 Actionable Steps
- Vehicle Assembly Marketing Mix
- Vehicle Assembly Marketing Plan
- Vehicle Assembly Business Proposal
- Vehicle Assembly PESTEL Analysis
- Vehicle Assembly Pitch Deck Example Editable PPTX
- Vehicle Assembly Business SWOT Analysis
- Vehicle Assembly Value Proposition Canvas
Frequently Asked Questions
Start by proving the launch sequence before buying equipment Confirm facility zoning, manufacturer registration, safety and emissions path, suppliers, tooling, quality controls, and first customer demand The researched plan assumes 12–30+ months to open, a Month 1 to Month 60 model, and Year 1 production of 27,000 vehicles across five categories