 Time to Open18-36 monthsSetup window
Time to Open18-36 monthsSetup windowHow to Start a Wind Turbine Manufacturing Company in 18–36 Months

Fully Editable
Instant Download
Professional Design
Pre-Built
No Expertise Is Needed
Description
Time to Open18-36 monthsSetup window  Launch Sequence7 stagesDesign first
Launch Sequence7 stagesDesign first Key BottleneckCertification gateApproval path
Key BottleneckCertification gateApproval path First Revenue StepPrototype orderPaid commitment
First Revenue StepPrototype orderPaid commitment


You’re launching a heavy industrial manufacturer, not a simple assembly shop, so the path runs through design validation, supplier qualification, tooling, safety, testing, and buyer approval A practical US turbine factory launch plan should model 18 to 36 months before full production and test a five-year ramp from 16 complete turbines plus 20 component kits in Year 1 to higher-volume production by Year 5 Start by proving the product scope, supplier base, launch sequence, and cash runway before committing to the plant rollout
Time to Open18-36 monthsSetup windowLaunch Sequence7 stagesDesign firstKey BottleneckCertification gateApproval pathFirst Revenue StepPrototype orderPaid commitmentLaunch timeline
This short web timeline summarizes the launch plan, and the XLSX export contains the detailed Gantt Chart with milestones and dependencies.
Launch scheduleMonth 1Month 2Month 3Month 4Month 5Month 6Month 7Month 8Month 9Month 10Month 11Month 12Month 13Month 14Month 15Month 16Month 17Month 18
Entity & Permits
- Form entity
- Secure zoning
- File permits
- Bind insurance
Engineering & Certification
- Lock turbine specs
- Build test plan
- Run blade tests
- Run nacelle tests
- Submit certification
Facility Buildout
- Finalize plant layout
- Start buildout
- Install utilities
- Commission safety
- Handover floor
Equipment & Tooling
- Select tooling
- Place orders
- Install line
- Calibrate rigs
- Set maintenance
Suppliers & Materials
- Build supplier list
- Request bids
- Qualify vendors
- Lock contracts
- Receive inventory
Hiring & Sales
- Hire leaders
- Build buyer pipeline
- Hire technicians
- Train safety
- Negotiate contracts
- Set ramp plan
Why test the Wind Turbine Manufacturing model before plant commitment?
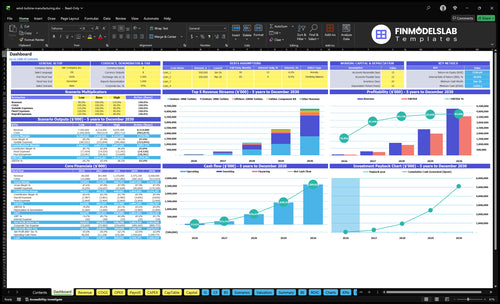
The screenshot should show launch timing, capacity, revenue ramp, staffing, supplier lead times, runway, and breakeven; open the Wind Turbine Manufacturing Financial Model Template first. It should also show Year 1 sales near $845 million and Year 5 near $426 billion; 10 onshore 3MW turbines at $35 million equals $35 million, but approval, tooling, and supplier checks can shift timing.
Model tabs to check
- Five-year unit forecast
- Price assumptions
- Operating ramp and staffing
- COGS by unit, revenue %
- Cash runway and scenarios
How do wind turbine manufacturers get contracts?
Wind Turbine Manufacturing gets contracts first through wind project developers, utility procurement teams, EPC partners, repowering jobs, component supply deals, paid pilots, and letters of intent; if you’re mapping startup spend, see What Is The Startup Cost To Launch Wind Turbine Manufacturing?. First revenue should sit on a paid prototype order, supply agreement, or purchase commitment before full ramp, because launch-stage sales validation has to prove specs, delivery timing, warranty terms, testing evidence, and bankability. With Year 1 modeled sales of $845 million, pipeline quality matters more than lead count, so keep customer qualification active through certification and pilot production.
First contract paths
- Wind project developers start deals.
- Utility procurement teams buy units.
- EPC partners source turbine hardware.
- Repowering projects create early demand.
What buyers must prove
- Sign paid prototype orders first.
- Use supply agreements for revenue.
- Confirm delivery timing and warranty terms.
- Show testing evidence and lender acceptance.
What do you need to start a wind turbine manufacturing company?
To start Wind Turbine Manufacturing, you need a validated turbine or component design, a heavy industrial plant, certified suppliers, tooling, quality control, testing, safety systems, trained labor, and a buyer qualification path; permits alone don’t make the factory ready. Use the launch target of 16 complete turbines plus 20 component kits in Year 1, then pressure-test capacity against demand signals like What Is The Current Growth Rate Of Wind Turbine Manufacturing Business?.
Factory Must-Haves
- Install cranes and high-bay assembly space
- Secure laydown yard and freight access
- Build molds, fixtures, and test areas
- Add safety systems before production starts
Engineering Must-Haves
- Control drawings and bill of materials
- Validate prototype test plan
- Qualify blades, hubs, nacelles, and towers
- Source gearboxes, generators, controls, bearings
What startup mistakes delay wind turbine manufacturing?
Wind Turbine Manufacturing slows down fast when teams undercut certification, supplier checks, and QA. Missing parts, late builds, buyer rejection, and retesting all hit the schedule, and hiring production and safety leads too late slows SOP rollout. The fix is a launch-readiness gate: no full ramp until design documents, vendor audits, tooling, inspection records, training, and purchase commitments are all in place.
Big delays
- Certification delays block customer approval
- Weak suppliers cause missing parts
- Poor QA triggers rejection and rework
- Late hires slow SOP rollout
Launch gate
- Lock design documents first
- Audit vendors before ramp
- Verify tooling and inspection records
- Confirm training and purchase commitments
Confirm whether the wind turbine factory is ready to open
Launch readiness checklist
Use this go-live approval checklist before opening the wind turbine manufacturing business.
Regulatory
- Business registration approvedCritical
The entity must be set before permits, banking, and contracts move.
- Industrial zoning clearedCritical
Heavy manufacturing needs a site that allows turbines, cranes, and yard storage.
- Environmental permits in placeCritical
Air, waste, and site permits reduce stop-work risk before first build.
- OSHA safety program activeCritical
The plant cannot open without a live safety program for high-risk work.
Site
- Facility buildout acceptedCritical
The plant needs signed-off space before equipment install and trial runs.
- Crane paths signed offHigh
Large blade and tower moves need safe crane access and clear routes.
- Laydown yard access securedHigh
Parts need staging space before assembly, testing, and outbound shipment.
- Testing areas commissionedHigh
Test bays must be ready before quality checks and prototype validation.
Suppliers
- Blade supplier contracts signedCritical
Blades are long lead items, so supply gaps can stall the launch line.
- Drivetrain vendors confirmedCritical
Nacelles, gearboxes, and related parts must be locked before production.
- Power electronics sourcedHigh
Controls and power parts need confirmed lead times to avoid line stops.
- Shipping lanes confirmedHigh
Heavy loads need workable routes from suppliers to the plant and out.
Quality
- Assembly SOPs approvedCritical
Standard steps keep builds repeatable across turbine types and shifts.
- Traceability records readyCritical
Serial tracking protects warranty work and parts recalls later.
- QA inspection forms setHigh
Clear checks catch defects before turbines leave the plant.
- Testing protocol approvedCritical
Defined test rules help prove each unit meets spec before shipment.
Staffing
- Engineer hiring completeCritical
Engineers drive design fixes, test work, and launch problem solving.
- Shop supervisors namedHigh
Supervisors keep the floor moving and catch issues fast.
- Safety lead assignedCritical
A named safety lead is needed before any heavy industrial work starts.
- Training matrix signedHigh
Training proof lowers error risk for welders, electricians, and technicians.
Commercial
- Developer pipeline validatedCritical
Early demand should come from active project developers, not hope.
- Utility procurement path setCritical
A clear utility buying path is needed before the first revenue orders.
- EPC letters of intentHigh
Letters of intent help prove demand, but they still need follow-through.
- First-year output plan lockedHigh
Year 1 output should match the model before deposits and hires are fixed.
- Working capital gap closedCritical
Cash must cover the buildout, since the model shows a Month 6 low.
Which launch drivers decide whether the turbine factory opens well?
1Engineering Readiness
Cert gateValidated specs and test evidence cut rework risk and build buyer trust before first orders.
2Facility Setup
6-11 moCranes, fixtures, and test zones must land first or pilot builds will stall.
3Supplier Qualification
Backup vendorsApproved vendors and backup sources keep one missing component from stopping the line.
4Quality Systems
OSHA readyInspection records and safety controls prevent shipment delays and buyer audit failures.
5Workforce SOPs
12.5 FTESkilled hires and SOPs turn tribal knowledge into repeatable pilot output.
6Buyer Pipeline
Y1 $84.5MLetters of intent and purchase milestones keep staff and inventory from outrunning demand.
Engineering And Certification Readiness
Engineering and Certification Readiness
A turbine plant can’t open on time if the design is still moving. Buyers need validated design specs, a documented bill of materials, and a clear certification pathway before they trust first orders, so weak engineering readiness can delay launch and stall revenue from day one.
This driver includes prototype test plans, engineering release gates, change control, and performance evidence for customer review. If a design change lands after testing, retesting can push back tooling, supplier buys, and delivery commitments, which raises cash needs and can break the opening schedule.
Lock the design before you lock the launch date
Start with the exact buyer specs, then freeze the core design and release only approved drawings. Keep one version of the bill of materials, one test plan, and one approval trail so engineering, sourcing, and certification move together instead of reworking each other.
Before opening, verify the inputs that can stop day-one readiness: suppliers, tooling, test equipment, and the customer technical review package. If any of those are late or incomplete, the launch shifts from build mode to rework mode fast.
- Freeze specs before tooling orders.
- Document every design change.
- Run prototype tests early.
- Package certification evidence for buyers.
- Set release gates before production starts.
1
Facility And Heavy Tooling Setup
Heavy Tooling and Site Fit
Wind turbine production only starts on time if the plant can handle cranes, laydown space, fixtures, testing areas, and freight access before pilot builds. If the building cannot support the turbine size and lift path, the business is not launch-ready, even if the orders are signed.
The main bottleneck is tooling lead time. Site selection, zoning, and transport access have to match product size, production scope, supplier packaging, and the route in and out of the site. Miss that fit, and pilot production slips, day-one output shrinks, and labor sits idle while the floor is still getting built.
Lock the Plant Layout
Start with site selection, then verify zoning, crane loads, floor capacity, yard space, and truck turning room. Lock the layout before you buy heavy tooling so molds, fixtures, assembly lines, inspection stations, and safety zones fit the real process. One bad aisle or lift path can slow the whole plant.
- Confirm freight routes and dock access
- Match tooling to product dimensions
- Sequence installation before calibration
- Document safety review signoff
- Test inspection stations before opening
Track vendor lead times, installation, calibration, and safety review as separate tasks. That keeps the opening plan tied to physical readiness, not hope, and helps the plant run pilot builds without rework on the first day.
2
Supplier And Component Qualification
Supplier Qualification
Wind turbine launch can stall if blades, hubs, gearboxes, generators, towers, bearings, composites, controls, or power electronics are not qualified before the first build. Readiness means audited vendors, approved drawings, and incoming inspection rules are set before orders move, so day-one production does not stop on missing parts or bad paperwork.
One weak component can stop the whole line. If certification needs or buyer specs change after sourcing starts, the team may need new samples, new approvals, and more cash tied up in inventory that cannot ship.
Lock Parts Before Build
Before opening, score suppliers on quality, delivery, and backup capacity. Get sample approvals, lead-time visibility, purchase terms, and documentation control in writing, then freeze the current drawing set so every part matches one build standard.
- Approve backup sources for critical parts.
- Set inspection rules before receipts.
- Match order timing to working capital.
- Plan freight and receiving flow early.
Track the parts that would stop the line if they slip, and escalate those first. That is what protects delivery confidence and reduces late-stage build failures.
3
Quality, Safety, And Testing Systems
Quality, Safety, and Test Readiness
If quality and safety records are weak, opening slips fast. Wind turbine manufacturing needs a QA program, inspection records, traceability, torque testing, and load testing before the first unit ships, or buyers can reject product and pause acceptance. One missing signoff can block launch, because the customer audit trail has to show what was built, tested, and approved.
This also protects first-day operations. Occupational Safety and Health Administration (OSHA) compliance, calibration logs, and a nonconformance workflow keep rework, injuries, and warranty risk from hitting cash flow right away. One clean line matters here: no records, no shipment. The readiness signal is a credible day-one operating system, not a stack of promises.
Build the audit trail before the build
Lock the launch plan around the items that prove control: safety training, inspection plans, calibration logs, test procedures, rework rules, and signoff gates. Assign owners for each record set and make sure trained staff, tooling, engineering specs, and supplier documents are all in the same release package before pilot production starts.
Stress-test the paperwork flow the same way you test the product. Run a mock customer audit, check that every torque test and load test ties back to a serial number, and confirm the nonconformance path is clear. If records are missing during audit, shipments can stall even when the shop floor is ready, and that delays first revenue.
- Verify traceability for every unit.
- Calibrate tools before first use.
- Document rework and signoff rules.
- Train staff on OSHA tasks.
4
Workforce And Production SOP Readiness
Workforce And SOP Readiness
Wind turbine production can’t start on time if the crew is still being hired after the facility is ready. The real readiness signal is trained manufacturing engineers, production supervisors, composites technicians, welders, electricians, QA inspectors, safety leads, and logistics coordinators in place before pilot builds. If this slips, the line may open with gaps, rework, and safety misses instead of repeatable output.
This driver includes hiring waves, a skills matrix, SOP writing, safety onboarding, mock builds, and supervisor signoffs. A skills matrix maps each person to each task, so you know who can do what on day one. If the team relies on tribal knowledge, every shift becomes different, and that slows handoff, hurts quality, and can delay the first shippable unit.
Hire, train, and sign off before launch
Start with the roles that control build flow and quality, then sequence them against facility readiness, tooling installation, and engineering release. Don’t wait for the first order to prove the staffing plan. If the plant is staffed late, cash burns on idle space, and you still cannot build safely or consistently.
Before opening, verify three things: every critical task has an owner, every SOP is written and tested in a mock build, and supervisors have signed off on safety and work steps. That is what turns a one-off build into a repeatable line. If onboarding takes too long, day-one output drops and customer delivery dates start slipping.
- Confirm role coverage for each station
- Test SOPs during mock builds
- Lock safety onboarding before production
- Get supervisor signoff on every step
5
Buyer Pipeline And First-Contract Validation
Buyer Pipeline First
Buyer validation is what keeps a turbine plant from opening too early. If the team staffs up, buys tooling, and builds inventory before approval, cash gets trapped fast. For this business, real readiness looks like letters of intent, paid prototype orders, supply agreements, utility procurement access, EPC introductions, and repowering opportunities tied to a clear purchase path.
This driver also shapes day one operations. Buyers will ask for certification evidence, QA records, delivery schedules, and warranty terms before they commit, so weak documentation can push approval past the staffing date and delay first revenue.
Qualify Buyers Before You Staff
Build the technical data room first, then run plant tours and lock the milestone path from prototype to purchase commitment. That keeps sales and operations aligned with supplier reliability and avoids a factory sitting ready with no approved order.
- Qualify buyers against project fit.
- Map approval steps and timing.
- Track certification and QA documents.
- Set delivery and warranty terms early.
- Tie staffing to signed milestones.
If buyer approval slips after hiring, opening on time becomes a cash problem, not just a sales problem. The cleaner path is to confirm demand before the line is fully staffed, so production starts with a real contract pipeline.
6
Related Products
- Wind Turbine Manufacturing Porter's Five Forces Analysis
- Wind Turbine Manufacturing BCG Matrix
- Wind Turbine Manufacturing Business Model Canvas
- 7 Critical KPIs for Wind Turbine Manufacturing Success
- Wind Turbine Manufacturing Business Plan Template in Pre-Written Word
- Boost Wind Turbine Manufacturing Profitability with 7 Financial Strategies
- Wind Turbine Manufacturing Running Costs: Operational Budget Guide
- Wind Turbine Manufacturing Startup Costs For An $845M Year 1 Ramp
- Wind Turbine Manufacturing Financial Model Template in Excel
- How Much Can A Wind Turbine Manufacturing Owner Make On $845M Sales
- How to Write a Business Plan for Wind Turbine Manufacturing
- Wind Turbine Manufacturing Marketing Mix
- Wind Turbine Manufacturing Marketing Plan
- Wind Turbine Manufacturing Business Proposal
- Wind Turbine Manufacturing PESTEL Analysis
- Wind Turbine Manufacturing Pitch Deck Example Editable PPTX
- Wind Turbine Manufacturing Business SWOT Analysis
- Wind Turbine Manufacturing Value Proposition Canvas
Frequently Asked Questions
Start with product scope, not the building Decide whether you’ll make complete turbines, component kits, or assembly packages The researched launch case models 16 complete turbines and 20 component kits in Year 1, with about $845 million in modeled sales Then validate engineering, suppliers, tooling, QA, safety, and buyer commitments before full production