How to Open a Carbide Tipped Blade Plant for 26,500 Year 1 Units
Carbide Tipped Blade Manufacturing
You’re setting up precision production before sales can scale This launch guide covers the facility, machinery, suppliers, quality checks, staffing, sales readiness, and model validation needed to open a carbide tipped blade manufacturing business, using a 5-year planning model that starts with 26,500 Year 1 units The next step is to pressure-test the launch sequence against sample approvals, machine readiness, and first purchase orders
Time to Open6 monthsSetup windowLaunch Sequence6 stagesNiche firstKey BottleneckProcess validationGrind and brazeFirst Revenue StepFirst orderSample approvals
Launch timeline
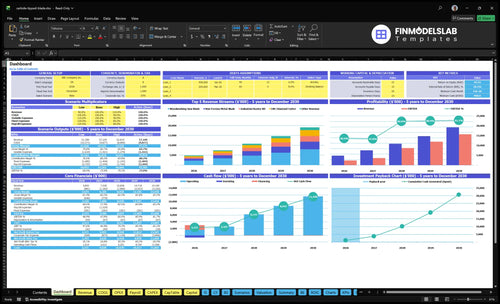
Short web summary of the launch plan; the XLSX export holds the detailed Gantt Chart and source figures for 26,500 Year 1 units and $4.855M Year 1 revenue.
How long does it take to start a carbide tipped blade manufacturing business?
Several months is the normal answer for Carbide Tipped Blade Manufacturing, not a fixed opening month, because facility approval, machine sourcing, install, utilities, calibration, operator training, supplier qualification, sample testing, and customer approval all have to line up. The launch should start only after successful test runs and approved samples; a lean outsourced setup can move faster, while a multi-SKU in-house build takes longer, and the Year 1 ramp ties to 26,500 units and $4.855 million in sales.
Timing drivers
Facility approval can gate startup.
Machine sourcing and install take time.
Utilities and calibration must be ready.
Operator training needs test runs.
Common delay points
Precision grinding setup slows startups.
Brazing consistency needs tight control.
Inspection gaps delay approvals.
Supplier qualification often slips late.
What do you need to start carbide tipped blade manufacturing?
To start Carbide Tipped Blade Manufacturing, you need a focused blade niche, approved steel body and carbide tip suppliers, a controlled shop for brazing, grinding, finishing, inspection, and packaging, plus trained operators who can repeat cut quality before sales scale. Use the Year 1 mix as the setup target: 26,500 units across 12,000 woodworking saw blades, 4,000 non-ferrous metal blades, 8,000 router bits, 1,500 CNC diamond cutters, and 1,000 custom profile cutters; tie daily control to What 5 KPIs Drive Carbide Tipped Blade Manufacturing Business?.
Start With Production Control
Define the blade niche first
Source steel bodies and carbide tips
Set brazing, grinding, finishing workflows
Train operators before taking volume orders
Prove Shop Readiness
Inspect every approved sample batch
Package to prevent edge damage
Match capacity to 26,500 Year 1 units
Avoid orders before repeatability is proven
What mistakes hurt a carbide tipped blade manufacturing launch?
Carbide Tipped Blade Manufacturing launches get hurt most by poor grinding precision, weak brazing consistency, bad supplier checks, and skipping sample approvals. If you accept orders before capacity is proven, rework can block shipments and damage repeat sales, warranty costs, and delivery dates. A simple planning set aside helps too: 0.4% for lab supplies, 1.2% for equipment maintenance, 0.2% for waste, and 0.2% for safety gear.
Launch errors
Grinding precision slips fast.
Brazing consistency varies by batch.
Suppliers are not fully qualified.
Samples are skipped before sales.
Lock the workflow
Test materials before regular runs.
Document every inspection step.
Train operators on the process.
Run sample approvals first.
Carbide Tipped Blade Manufacturing Financial Model
5-Year Financial Projections
100% Editable
Investor-Approved Valuation Models
MAC/PC Compatible, Fully Unlocked
No Accounting Or Financial Knowledge
Confirm the shop is ready before accepting production orders
Launch readiness checklist
Use this go-live approval checklist to confirm the factory is ready before opening.
1Entity and permits
Entity registered and activeCritical
You need a legal entity before permits, contracts, and tax setup can support launch.
Zoning and permits clearedCritical
Local rules must allow blade manufacturing before you spend on equipment and staffing.
Insurance policy boundHigh
Coverage should be active before machines, materials, and people are on site.
Waste handling plan approvedHigh
Waste rules need a named path for scrap, coolant, and grinding dust.
2Plant safety
Power and ventilation liveCritical
Power and air handling must support CNC, brazing, and testing without delays.
Dust control verifiedCritical
Dust and fume controls must work before first production starts.
Maintenance access confirmedHigh
You need clear service access so maintenance does not stop output.
Safety gear stockedHigh
PPE must be in stock before operators touch hot, sharp, or moving equipment.
3Machine readiness
CNC grinder installedCritical
The grinder must install cleanly so you can hold blade geometry.
Brazing station calibratedCritical
Brazing settings must repeat or carbide tips will fail in use.
Inspection tools certifiedHigh
Certified gauges prove you can inspect width, balance, and finish.
Test cuts meet specCritical
First cuts should match spec before you accept paid orders.
4Materials
Carbide and steel suppliers approvedCritical
Approved sources reduce the risk of scrap from weak or inconsistent material.
Brazing and coating stock on handHigh
Carbide tips, steel, and brazing stock must be on hand for reorder.
Packaging and shipping stock readyMedium
Packaging stock must be ready so finished blades can ship without delay.
Reorder terms confirmedHigh
Reorder terms keep lead times and cash needs under control.
5People and quality
Operators trained on safetyCritical
Trained operators cut setup errors and safety incidents in the first months.
QC forms and limits setCritical
QC forms and limits make each blade measurable and repeatable.
Sample production documentedHigh
Sample runs show buyers and staff that the process holds spec.
Maintenance schedule assignedMedium
A set maintenance cadence helps protect uptime and tool life.
6Sales and cash
Product pricing and offer approvedCritical
Your offer and pricing must fit the Year 1 model and buyer use case.
Quote and order flow testedCritical
Test the quote-to-order path so buyers can approve and pay fast.
Sample orders ready to shipHigh
Sample orders must be ready before you count first revenue.
Month 2 cash floor coveredCritical
The model's low cash point is $901k in Month 2, so funding must be ready.
Launch signoff completedCritical
Final signoff should confirm permits, equipment, staff, vendors, and cash.
Want the six launch drivers that decide day-one readiness?
1Production Design
26.5K units
Documented workflow cuts rejects and speeds purchase-order conversion from blank prep to packaging.
2Equipment Ready
Month 1-3
Machines, utilities, and inspection tools must hold spec before controlled production starts.
3Supplier Qualify
Backup vendors
Approved material lots prevent line stops and protect first-order fulfillment.
4QC Testing
Approved samples
Inspection proof on runout, bond, and balance builds credibility and unlocks purchase orders.
5Skilled Labor
Safe test runs
Trained operators reduce scrap-heavy runs and keep brazing, grinding, and safety under control.
6B2B Sales
$4.9M Y1
Sample approvals turn capacity into revenue; without them, machines sit idle after opening.
Production Process Design
Repeatable Blade Workflow
This launch driver decides whether the shop can open on time. In carbide tipped blade manufacturing, the line has to run the same way every time: blank preparation, carbide tip placement, brazing, grinding, finishing, inspection, and packaging. If those steps are not locked, the team burns time on rework instead of building saleable inventory.
The readiness signal is a documented workflow that produces approved samples repeatedly. The main risk is inconsistent brazing or grinding, which can turn first orders into rejected samples and delay purchase-order conversion. That slows cash in and makes day-one shipping less reliable.
Lock the Process Before Orders
Start by routing each product family and setting the exact inspection points before the first pilot run. This depends on machine calibration and operator training, so treat both as launch-critical, not optional.
Route each product family.
Set inspection points early.
Define rework rules clearly.
Standardize packaging before launch.
Here’s the quick rule: if the process is not written, it is not launch-ready. Keep one owner per workstation so sample runs stay controlled, approved, and ready for first shipments.
1
Equipment, Tooling, and Facility Readiness
Machine Setup and Plant Readiness
Equipment readiness decides whether carbide tipped blade manufacturing opens on time or stalls in test mode. If sourcing, installation, calibration, utilities, and safety controls are not in place, the shop can’t hold spec, and day-one output turns into delays, scrap, and idle labor instead of steady production.
This launch driver covers saw blade machinery, inspection tools, ventilation, dust and fume controls, and safe maintenance access. The key dependency is simple: the facility must be approved, powered, and laid out so operators can work safely and measure parts accurately during test runs.
Prove Spec Before First Orders
Sequence the work in order: confirm utility fit, place the machines, then calibrate and run repeat tests. The readiness signal is that the equipment holds spec while operators can reach tools, gauges, and service points without risk or stoppage.
Do not treat inspection gear as optional. If a gauge, fixture, or calibration step is late, the line may look installed but still can’t move from test runs to controlled production, which pushes cash burn up and first shipments out.
2
Supplier and Materials Qualification
Supplier Qualification
If the steel bodies, carbide tips, and brazing alloys are not approved before launch, the line can’t run cleanly on day one. For carbide-tipped blade manufacturing, supplier readiness is what keeps sample production, first customer orders, and packaging moving without stops from bad input lots.
Here’s the quick check: launch is ready when you have approved material lots, backup vendors for critical inputs, and reorder terms that fit your cash cycle. Weak steel or carbide consistency usually shows up as rework, rejected samples, and missed ship dates, which hurts first-order fulfillment before you even build volume.
Verify the Input Chain
Start with test orders and document material consistency checks on every critical input: steel bodies, carbide tips, brazing alloys, grinding consumables, and packaging. Tie each lot to sample production so customer approval is based on the same materials you’ll buy after launch.
Do not open without a backup plan for the parts that stop the line. A simple rule: if one supplier slips, you still need enough approved stock to keep the first runs moving. Also validate packaging early, since bad pack-outs can delay shipment even when the blades themselves pass inspection.
Approve one lot before scaling
Lock backup vendors early
Match reorder timing to lead times
Validate packaging with sample orders
3
Quality Control and Sample Testing
Sample Testing and Quality Control
Approved samples and documented inspection results are the gate to first sales here. If the blades do not pass runout, tooth geometry, carbide bond integrity, balance, finish quality, cutting performance, and traceability checks, you do not have launch-ready inventory. That can push back purchase orders, slow opening, and leave the shop with product but no sellable proof.
This driver also protects day-one credibility. Trade buyers expect clean cuts and repeatable quality, so one bad sample can create rework, damage trust, and stall repeat orders. The business needs trained staff, inspection gear, and a clear pass-fail record before regular sales start. No approved sample, no safe launch.
Inspect Before You Sell
Set the inspection flow in this order: incoming material checks, in-process checks, final inspection, then customer sample packs. That keeps weak stock out of production and gives buyers a clean proof set. Build traceability into each lot so any failure can be tied back to material, process, or operator fast.
Use trained staff for every check.
Record results before sample shipment.
Hold back failed lots immediately.
Send only approved sample packs.
If sample testing slips, purchase orders can slip with it. The fix is simple: do not schedule regular sales until the inspection log is complete and the sample set has passed. That keeps opening on time, avoids early rework, and raises the odds of a first-order conversion.
4
Skilled Labor and Safety
Skilled Labor and Safety
This launch driver decides whether the plant can run on day one without damaging product or people. Trained operators, machinists, grinding technicians, and production supervisors must be ready before the first shift, because precision grinding and brazing leave little room for error.
The key dependency is that machine installation and the production process are already set. If the team starts with untrained labor, expect scrap-heavy runs, unsafe handling, and weak quality checks. Readiness means operators can complete test runs safely, follow PPE and safety steps, and document quality checks without supervision gaps.
Train by Workstation
Train each role at the exact machine it will use. Start with safety briefings, then machine training, then supervised test runs. The launch signal is simple: the shift can cover the line, follow safety procedures, and own rework without stopping production.
Assign one trainer per workstation
Confirm PPE before start-up
Document quality checks each run
Cover breaks and shift handoffs
Set who owns rework decisions
What this setup hides is time. If staffing slips or safety sign-off is late, opening slows even when machines are installed. The practical rule: do not release full production until the team can repeat safe output and keep quality records steady on the first run.
5
B2B Sales and Sample Approval Pipeline
Sample Approval Pipeline
For a carbide tipped saw blade maker, the sales gate is sample approval, not traffic. If a shop, distributor, or OEM is interested but has not tested the blade, launch can stall while machines sit open and cash gets tied up in samples, quoting, and follow-up. Day-one sales need a live list of target accounts, a sample kit, and a quote rule that matches tested specs and lead times.
The bottleneck is interest without approved samples. This pipeline should cover direct outreach, distributor conversations, replacement-blade demand, and OEM prospects. Each path needs the same proof: quality validation and capacity proof. If sample testing drags, opening on time does not turn into revenue, and the first order can slip into idle machine time.
Build the Sales Loop
Set the pipeline before launch so sales and production stay in sync. Here’s the quick check: niche list by end user, sample kits ready to ship, one quote template, follow-up cadence, and reserved production slots for test-approved orders.
Target woodworking, metal fab, and contractor accounts.
Start with the product family you can make and test most repeatably The planning case includes five lines, but Year 1 volume is led by 12,000 woodworking saw blades and 8,000 industrial router bits Those two lines also use clear price assumptions of $185 and $85, so they’re easier to model before adding more complex custom work
Treat sample approval as a gating step, not a side task The launch timeline commonly runs several months because facility setup, machine calibration, trained operators, supplier qualification, and customer testing stack together If samples fail runout, tooth geometry, carbide bond, balance, or cutting-performance checks, first purchase orders can slip even when the shop looks ready
Not always, but you need control over quality before you sell A lean launch can outsource or limit the product line while you validate demand A base launch brings core brazing, grinding, finishing, and inspection in-house A full launch supports all five planned product families and must be matched to the 26,500-unit Year 1 ramp
First revenue is usually delayed by unapproved samples, weak supplier qualification, and unproven grinding or brazing consistency The model’s Year 1 sales plan is $4855 million, but that only matters if buyers approve samples and issue purchase orders Watch the 25% combined revenue-based allowances for insurance, quality supplies, maintenance, waste, and safety during ramp-up
Define the production workflow before buying into broad demand Map blank preparation, carbide placement, brazing, grinding, finishing, inspection, and packaging for the first product line Then test supplier materials against the target units and prices, such as $185 woodworking saw blades or $240 non-ferrous metal blades, before promising volume orders
About the author
Noah Quinn
Business Operations Writer
Noah Quinn is a business operations writer at Financial Models Lab who researches how small businesses launch, operate, and earn money. He focuses on first-year business costs and simple business projections for first-time entrepreneurs, helping them move from side project to real business. With a calm, structured approach, he turns broad business ideas into clear planning assumptions that make early decisions easier.
Choosing a selection results in a full page refresh.