How To Launch A Rotational Molding Plant In 9 To 18 Months
You’re opening a manufacturing business where equipment, molds, resin supply, safety, and first orders all have to line up before production starts This launch guide covers the rotomolding plant startup process across the Year 1 to Year 5 model period, with a practical next step: validate the 9 to 18 month opening path against capacity, tooling, staffing, and purchase-order timing
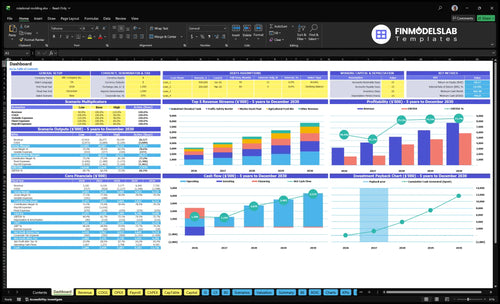
Time to Open12 monthsSetup windowLaunch Sequence8 stagesNiche firstKey BottleneckTooling delayMold lead timeFirst Revenue StepFirst orderSample approved
Launch timeline
This is a short web summary of the launch plan, and the XLSX export includes the detailed Gantt Chart.
What rotational molding startup mistakes should you avoid?
For Rotational Molding Manufacturing, the biggest startup mistake is buying equipment before you have validated demand; wait for signed or near-signed purchase orders, a mold schedule, and an installation plan first. Don’t start full production until trial parts, batch records, safety checks, and packaging flow are proven, because weak QC can trigger wall thickness variation, color inconsistency, poor cooling, scrap, and failed customer approval.
Demand before equipment
Confirm customer orders first
Delay equipment buys
Lock the mold schedule
Check shipping readiness
Control quality and risk
Run trial parts first
Set inspection standards
Keep resin backups ready
Plan ventilation and operator training
How do you get customers for a rotational molding business?
Get customers for Rotational Molding Manufacturing before the plant is fully live: sell to OEMs, industrial product companies, agricultural suppliers, marine dock buyers, tank and container buyers, traffic safety buyers, outdoor product companies, and contract manufacturing leads. Use prototypes, sample parts, drawings, cycle-time estimates, and capacity commitments to move RFQs to purchase orders, and keep promises tied to proven capacity, not brochure capacity; see What Are The Operating Costs Of Rotational Molding Manufacturing? for how cost talks shape the sale. First revenue should come from prototype, short-run, OEM, or contract manufacturing orders, with Year 1 demand built around 1,200 tanks, 3,000 dock floats, 800 feed bins, 4,500 barriers, and 600 slides.
Target buyers first
OEMs need repeat supply.
Industrial firms want durability.
Agriculture needs large bins.
Marine buyers want floats.
Sell the proof
Show a prototype first.
Share sample parts fast.
Give cycle-time estimates.
Commit only to proven capacity.
What do you need to start a rotational molding business?
To start Rotational Molding Manufacturing, you need an approved industrial site, production equipment, resin supply, trained labor, quality controls, freight flow, insurance, and confirmed B2B demand before you price the launch; for cost planning, see How Much To Start Rotational Molding Manufacturing?. Think in 2 gates: build a safe production cell, then prove repeat orders through sample runs and purchase orders.
Operating setup
Secure industrial space with proper zoning
Install machine sized to target products
Plan heating, cooling, and ventilation
Add forklift access and mold storage
Launch proof
Match resin to 5 product families
Run samples and wall thickness checks
Track cycle times and batch records
Validate demand across 4 B2B markets
Set the readiness criteria before accepting customer production work
Launch readiness checklist
Use this go-live approval checklist before opening so the plant only starts once compliance, equipment, people, and cash are ready.
1Compliance
Entity and tax accounts activeCritical
Formation and tax setup must be live before permits, contracts, and payroll.
Zoning and permits approvedCritical
The site must allow rotational molding before equipment spend turns irreversible.
Insurance coverage boundHigh
Coverage should be active before machinery, staff, or customer jobs start.
Worker safety procedures documentedCritical
Written safety steps reduce startup risk during heat, lifts, and resin handling.
Ventilation and fire signoffCritical
Heat, fumes, and fire controls must pass before the first production run.
2Facility
Power and gas capacity confirmedCritical
Utilities must handle oven and machine loads without nuisance shutdowns.
Floor layout stagedHigh
A clear flow cuts moves, damage, and bottlenecks in the opening month.
Material handling gear installedHigh
Forklifts and handling gear must be in place before resin and molds arrive.
Storage zones markedMedium
Marked zones keep raw resin, molds, and finished goods separated.
3Machines
Carousel machine commissionedCritical
The main machine needs a clean startup and test run before orders ship.
Shuttle machine commissionedHigh
Backup capacity matters if the first machine is down or fully loaded.
Pulverizer commissionedHigh
Resin prep has to work before you can hit Year 1 output.
Sample parts pass specCritical
Test parts must meet shape and finish standards before customer jobs.
4Materials
Resin suppliers qualifiedCritical
Approved resin sources reduce price swings and launch delays.
Mold suppliers qualifiedCritical
Mold lead times must be real before the first customer quote.
Resin storage and handling readyHigh
Resin needs dry, safe storage to avoid scrap and contamination.
Freight and packaging setHigh
Shipping must protect hollow parts and keep outbound costs predictable.
5Team
Operators trained on processCritical
Operators need heat, cycle, and handling training before live runs.
Quality control process documentedCritical
QC steps should catch defects before parts leave the plant.
Maintenance schedule assignedHigh
A set maintenance plan lowers downtime during the first months.
First-run defects reviewedMedium
Early defects should feed back into setup and training fast.
6Sales & cash
Sales pipeline builtCritical
Orders need a pipeline before the plant starts looking idle.
Pricing and quotes approvedCritical
Prices must cover resin, labor, utilities, and overhead.
Order-to-ship flow readyHigh
The handoff from quote to freight has to work on day one.
Year 1 assumptions checkedCritical
Units, price, resin, labor, utilities, and ramp timing should match the model.
Month 6 cash trough fundedCritical
The model hits minimum cash in Month 6, so runway must cover the dip.
Want the six drivers that control launch readiness?
1Product Niche
5 lines
Pre-launch purchase orders cut mold risk and speed quoting across the five product lines.
2Facility Ready
10.1K units
Zoning, power, ventilation, and material flow must fit Year 1 output or first runs slip.
3Machine Install
9-18 mo
Commissioning, not delivery, sets the opening date and protects the production ramp.
4Mold Tooling
Proto ok
One bad mold can hold back an entire product line and push revenue later.
5Resin QC
QC gate
Stable resin, additives, and checks keep parts passing inspection from day one.
6Sales Ramp
$3.2M Y1
Approved orders, not installed machines, create Year 1 revenue and staged output.
Product Niche And Customer Validation
Pick the First Product
Product niche drives the launch because it sets the molds, resin, testing, sales cycle, and whether first revenue is even reachable on day one. The best readiness signal is purchase-order interest for a target product before full-scale buildout, not a mold made on hope.
That matters when you need to open on time. If you tool parts buyers have not approved, cash and shop time go into inventory that may sit idle. Year 1 volume can range from 600 playground slides to 4,500 traffic safety barriers, so the launch niche has to match real demand, not just machine capacity.
Validate Demand Before Tooling
Start with tanks, bins, containers, industrial housings, dock floats, traffic barriers, outdoor products, or custom OEM parts. Rank each by order volume, margin, mold complexity, and buyer access, then only fund the first molds after buyer feedback or PO interest is in hand.
Confirm buyer approval before tooling.
Document target specs and volumes.
Test quoting speed on real RFQs.
Match capacity to year-one demand.
Here’s the quick test: can you quote it cleanly, explain the spec in one call, and see a path to first orders? If not, keep it out of the launch plan. That sequence supports faster quoting, cleaner capacity planning, and fewer idle launch months.
1
Facility And Utility Readiness
Facility Readiness
Rotomolding cannot start until the site fits the process. The building has to clear zoning, ceiling height, power, heating fuel, ventilation, cooling space, resin storage, mold storage, forklift paths, fire safety, docks, and safe workflow. With 10,100 units in Year 1, the plant has to move material in, mold, cool, trim, inspect, pack, and ship without crossing traffic or choking the floor.
The big risk is signing a lease that looks cheap but cannot support airflow, utility load, or material movement. That pushes install dates back and creates day-one safety issues. One bad site decision can delay first revenue, because machines, molds, and outbound freight all depend on the building being ready first.
Map the Flow Before You Sign
Walk the route for raw material receipt, molding, cooling, trimming, inspection, packaging, and outbound freight before lease approval. Then match the space to the machine type, mold size, product dimensions, and forklift turns. If any step forces backtracking, the layout is not launch-ready.
Confirm zoning and fire safety early.
Test power, heat, and ventilation.
Reserve resin and mold storage space.
Mark dock and forklift lanes.
Document the layout, utility checks, and vendor install dates in one opening checklist. That keeps the team aligned and cuts the chance of a first-week shutdown from a missed utility or a blocked aisle.
2
Machine Procurement And Installation
Machine Procurement And Installation
For a rotational molding shop, the machine choice sets capacity, cycle flow, staffing, and the opening date. Delivery is not the finish line; the real launch signal is equipment that is installed, commissioned, guarded, maintained, and tested so the first jobs can run without surprises.
This driver matters because machine type has to fit mold dimensions, resin behavior, and the plant layout before day one. If the shop is planning 10,100 units in Year 1, the equipment must support that output with the right heating and cooling setup, safe access, and room for operator movement. Otherwise, you get delays, unstable cycle times, and missed purchase-order dates.
Commission Before You Count Capacity
Do not treat installed equipment as launch-ready until it has passed commissioning and production trials. Before opening, confirm the machine spec, utility load, heating and cooling plan, maintenance access, and operator training schedule against the actual molds and sample timing.
Match machine size to mold dimensions.
Verify heating and cooling capacity.
Schedule guarded access and maintenance paths.
Run trial parts before customer commitments.
Train operators before first production.
Here’s the quick math: if the machine arrives but trials slip, the plant can look “built” and still miss first shipments. The fix is to tie installation dates, commissioning sign-off, and sample approval to one launch checklist, so staffing and customer promises line up with real output.
3
Mold And Tooling Development
Mold Readiness
Mold and tooling development is often the biggest schedule risk because no line starts cleanly until the mold makes parts that meet customer requirements. For this business, the real launch signal is an approved prototype or production mold, not a machine delivery. If the mold misses fit, wall thickness, or finish, the whole product line can slip and first revenue waits.
This work covers design-for-manufacturing (making the part easier to mold), prototype molds, production molds, vendor coordination, sample runs, part testing, revisions, and buyer approval. The key inputs are product niche, customer drawings, resin choice, machine capacity, and quality standards. A late or flawed mold can block tanks, dock floats, feed bins, traffic barriers, or slides from shipping on time.
Approve Before You Scale
Lock the drawing set, resin spec, and quality target before tooling starts. Then run sample parts, test them, and get buyer sign-off before you schedule full production. That keeps the launch plan tied to real output, not hope. One clean sample can save weeks of rework and protect the opening date.
Here’s the quick math: if a mold slips, the delay hits the full product line, not just one unit. Plan the approval path first, then sequence machine time and raw material behind it. For Year 1 planning, that matters even more when production is sized for 10,100 units and early ramp-up must avoid scrap.
Freeze drawings before tooling.
Test samples against specs.
Track revisions and approvals.
Hold machine time for trials.
Match mold size to capacity.
4
Resin Supply And Quality Control
Resin Control
If resin quality slips, the plant can miss customer inspection on day one. For rotomolding, the launch gate is qualified suppliers, backup supply, and batch records; without them, marine, agricultural, child-safety, or barrier-tape parts can vary in color, thickness, or finish and get rejected.
The process also needs the right resin powder, colorants, UV stabilizers, and release agents. If you accept orders before cycle-time testing, wall-thickness checks, cooling control, and scrap tracking are stable, you may ship rework instead of saleable parts and burn cash on the first runs.
Qualify Every Lot
Before opening, lock the material spec to each product and test every lot against the same pass or fail rules. That means resin approval, additive approval, and written inspection standards tied to cycle time, wall thickness, and cooling so operators know exactly what passes.
Qualify a primary and backup supplier.
Approve additives before launch.
Record each batch and run.
Track scrap by lot and part.
Quarantine any failed material.
If you're planning 10,100 units in Year 1, one weak resin lot can hit several scheduled runs, so hold customer orders until the first batches are repeatable. That keeps day-one output consistent and protects the customer inspection step.
5
Sales Pipeline And Production Ramp
Sales Pipeline and Ramp
Sales drive the opening date because this business only makes money when RFQs, sample approvals, prototype work, and purchase orders turn into booked jobs. The line can be installed, but if the first orders are not approved, you still have no day-one revenue. No approved orders, no first-revenue date.
The ramp needs pre-launch outreach, quoting, sample part delivery, production calendar planning, freight planning, and repeat-order forecasting. The disclosed ramp is big: Year 1 revenue of about $318 million and Year 5 volume of 21,600 units across five products. That means demand has to land in stages, or the plant risks a cold start.
Order Gates Before Go-Live
Before opening, verify that the first jobs have validated molds, trained operators, and proven quality. Those are the real gates. If sample parts miss spec or buyers delay approval, the production calendar slips, freight plans move, and cash burns while capacity sits idle. Approved demand should match the first run plan.
Use a staged launch, not a cold start. Lock the first wave around short-run jobs and OEM conversations, then forecast repeat orders only after the first parts pass inspection. If the pipeline is thin, keep volume small until orders are real. Here’s the quick rule: capacity without confirmed demand is launch risk.