 Time to Open6-12 monthsLaunch runway
Time to Open6-12 monthsLaunch runwayHow To Open A Binder Jetting 3D Printing Service In 6-12 Months

Fully Editable
Instant Download
Professional Design
Pre-Built
No Expertise Is Needed
Description

Time to Open6-12 monthsLaunch runway  Launch Sequence5 stagesValidate niche
Launch Sequence5 stagesValidate niche Key BottleneckQualification gatePart qualification
Key BottleneckQualification gatePart qualification First Revenue StepPilot orderCustomer deposit
First Revenue StepPilot orderCustomer deposit


Key Takeaways
- Choose one application niche before buying capacity.
- Install utilities and acceptance testing before delivery.
- Map post-processing and quality gates into the launch flow.
- Build paid pilots early to avoid idle machines.
Time to Open6-12 monthsLaunch runwayLaunch Sequence5 stagesValidate nicheKey BottleneckQualification gatePart qualificationFirst Revenue StepPilot orderCustomer depositLaunch timeline
Short web summary of the launch plan; the XLSX export contains the detailed Gantt Chart.
Launch scheduleMonth 1Month 2Month 3Month 4Month 5Month 6Month 7Month 8Month 9Month 10Month 11Month 12
Facility
- Site search
- Lease terms
- Power upgrade
- Ventilation plan
Equipment
- Order machines
- Install line
- Commission furnace
- Acceptance run
Materials
- Source powders
- Set binder terms
- Confirm freight
- Stock launch lot
Quality
- Define specs
- Print samples
- Inspect records
- Qualify pilots
Hiring
- Hire operator
- Hire QA
- Train team
- Run drills
Sales and Finance
- Set targets
- Build quotes
- Pipeline outreach
- Track cash
- Close pilots
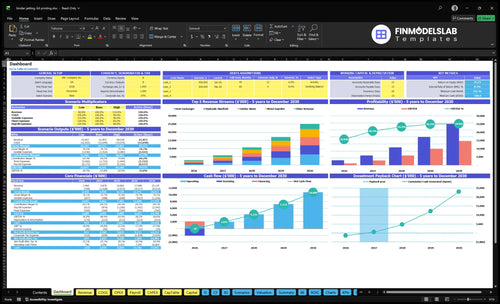
Can the Binder Jetting 3D Printing Service financial model support your launch timing?
It shows revenue, costs, cash needs, assumptions, and break-even logic—open the Binder Jetting 3D Printing Service Financial Model Template.
Financial model highlights
- First-year: 5,900 parts
- Year-one revenue: $296M
- Five-year: 49,000 parts
- Five-year revenue: $25,125M
- Metal impeller revenue: $540k
- Sand core revenue: $540k
- Metal impeller cost: $75
- Sand core cost: $40
- Overheads: 6% and 5%
- Launch, staffing, runway, breakeven
Should I start with metal binder jetting, sand binder jetting, or a focused niche?
Start with a focused niche, not a general shop; pick metal if your buyer list wants complex low-volume parts, and pick sand if you can reach foundries fast. For setup details, see How To Launch Binder Jetting 3D Printing Service Business?; Year 1 math shows both paths can target $540,000 in revenue.
Metal niche
- Fit: 1,200 impellers at $450
- Revenue: $540,000 in Year 1
- Best for complex metal geometries
- Sell to production engineering teams
Sand niche
- Fit: 3,000 cores at $180
- Revenue: $540,000 in Year 1
- Best for foundry casting support
- Faster outreach to foundry buyers
How do I get customers for a binder jetting service?
Get customers for a Binder Jetting 3D Printing Service by selling to engineering teams, product developers, foundries, machine shops, aerospace suppliers, automotive suppliers, and industrial designers, and start with sample parts, application sheets, pilot quotes, and RFQ intake instead of broad marketing. First buyers should order prototypes, test coupons, or pilot production, and foundry accounts can start with sand cores or casting support; if you need the cost side too, see What Are Operating Costs For Binder Jetting 3D Printing Service?. With a Year 1 plan of 5,900 total parts, build the pipeline before launch and review quote-to-order conversion and machine utilization weekly.
First buyers
- Engineering teams: prototypes and test coupons
- Foundries: sand cores and casting support
- Aerospace suppliers: pilot production jobs
- Automotive suppliers: pilot quotes and RFQs
Weekly focus
- Track RFQ intake every week
- Measure quote-to-order conversion
- Review machine utilization weekly
- Build toward 5,900 parts
What delays a binder jetting service launch the most?
The biggest delay in a Binder Jetting 3D Printing Service launch is usually the setup chain: printer lead time, facility utility work, powder or sand handling, and equipment commissioning. A 6 to 12 month launch only works when these steps overlap; if commissioning slips, sales promises and first revenue slip too. Open only after acceptance testing and repeatable sample parts are in hand.
Metal workflow delays
- Debinding adds a full step
- Sintering needs tight process control
- Infiltration can block first shipments
- Inspection records slow customer approval
Sand workflow delays
- Storage and climate control take space
- Depowdering and curing add labor
- Foundry acceptance can hold the launch
- Sample builds must repeat before selling
Confirm the shop is ready before accepting binder jetting customer work
Launch readiness checklist
Use this go-live approval checklist before opening to confirm the binder jetting service is ready to launch.
Compliance
- Entity registration filedCritical
You need the legal base set before permits, bank accounts, and customer contracts move.
- Insurance boundCritical
Coverage should be active before staff, equipment, and customer parts are on site.
- Operating permits reviewedCritical
Local plant and environmental rules can block launch if they are not cleared first.
- Waste handling approvedHigh
Powder, binder, and cleaning waste need a safe path before first production runs.
Facility
- Lease terms signedCritical
The facility lease must cover the launch period and the equipment install window.
- Utility load confirmedCritical
Power capacity has to match printers, furnace, HVAC, and inspection gear.
- HVAC and ventilation readyCritical
Heat and air control matter for powder handling, safety, and print stability.
- Powder storage securedHigh
Metal powder and sand need dry, controlled storage to protect yield and safety.
Equipment
- Printers installed and acceptedCritical
The printers must pass install tests before any paid jobs can start.
- Sintering path validatedCritical
Metal parts need a proven sintering step or launch will stall.
- Depowdering and finishing provenHigh
Post-processing must work end to end for both metal and sand parts.
- Maintenance access signedHigh
Fast repair access lowers downtime when the first orders hit.
Quality
- Materials qualifiedCritical
Approved powder, binder, and sand lots reduce scrap and rework risk.
- QA procedures approvedCritical
Clear checks keep the launch from shipping weak or off-spec parts.
- Inspection tools calibratedCritical
CMM and inspection tools must be trusted before sample parts are shipped.
- Traceability logs readyHigh
Material traceability helps isolate bad lots and defend customer claims.
- Sample parts acceptedCritical
Go-live should wait until first parts pass inspection and customer review.
People & sales
- Operator trainedCritical
A trained operator is a hard gate for stable production on day one.
- Staff coverage assignedHigh
You need clear coverage for setup, print runs, and post-processing.
- RFQ intake workingCritical
Requests for quote need a clean intake path so leads do not leak.
- Quoting workflow testedCritical
Fast quotes drive first revenue and keep technical sales from stalling.
- Pilot customers queuedCritical
A qualified first-customer pipeline is a launch blocker if it is empty.
Finance
- Cash runway checkedCritical
The model shows minimum cash of minus $368k in Month 6, so runway needs review.
- Pricing model approvedHigh
Unit prices must cover labor, materials, overhead, and sales costs.
- Vendor terms signedHigh
Material and service terms affect working capital and launch timing.
- Go-live signoff completeCritical
Final signoff should confirm equipment, quality, staffing, and pipeline are ready.
Which launch drivers matter most for opening on time?
1Market Niche
6-12 moA clear pilot list speeds quoting and avoids buying the wrong capacity too early.
2Facility Ready
Ready lineReady utilities and commissioning turn the machine into dependable production.
3Process Flow
Ship flowA written flow from powder to shipment keeps parts moving and protects delivery dates.
4Quality Gate
Sample passApproved samples and inspection records cut rework and make pricing safer.
5Technical Team
5 rolesCross-trained coverage keeps pilots moving and avoids one-person bottlenecks during launch.
6Sales Pipeline
5.9K partsNamed prospects and active quotes turn launch capacity into paid orders.
Market Niche Selection
Pick the First Part Family
Choosing the niche first sets the printer setup, quoting, sample parts, and outreach. A foundry path needs different work than a path built around low-volume metal impellers, turbine blades, hydraulic manifolds, or heat exchangers. The readiness signal is a short list of applications with sample parts and pilot buyers.
Don't buy capacity before you know which parts customers will pay to qualify. The bottleneck is not the machine alone; it's whether requests for quote (RFQs) match the process, tolerance limits, and delivery flow. If the niche is fuzzy, quoting slows, samples miss the mark, and opening day turns into a test lab, not a service business.
Lock the First Quote Lane
Before delivery, write one launch list: target customer type, part family, needed material, inspection step, and sample plan. Keep outreach tied to the real buyer groups: foundries, engineering teams, machine shops, product developers, aerospace suppliers, automotive suppliers, and industrial designers. That keeps equipment configuration and sales calls aligned.
Assign one owner to sample parts and quote rules. If a sample is not tied to a named prospect, a spec, and a likely approval path, it is just cost. The goal is a narrow first lane that can reach day one production without rework or idle machine time.
- List the first applications.
- Match each to one buyer type.
- Define the sample part purpose.
- Confirm what gets qualified.
- Hold back broad capacity buys.
1
Facility And Equipment Readiness
Facility and Equipment Readiness
This driver decides whether the shop can open on time or just host a machine. A binder jetting printer needs power, HVAC, ventilation, powder or sand handling, depowdering space, software, and maintenance access. If the machine arrives before utilities and safety layout are ready, you can’t pass commissioning runs, so there’s no dependable production schedule on day one.
A machine on-site with no qualified utilities, material flow, or post-processing path turns into idle capital. That can push rent, payroll, and vendor bills ahead of revenue, and it can also block compliance signoff if safety controls, access paths, or fire and dust controls are still incomplete.
Lock the plant setup before delivery
Resolve facility requirements before delivery where possible. The readiness signal is simple: installed equipment, trained operators, completed safety layout, and passed commissioning runs. Build the launch checklist around printer selection, utility signoff, and a clear path from powder receipt to shipment.
- Confirm utility loads first
- Clear maintenance access paths
- Separate powder and traffic flow
- Set depowdering and cleaning stations
- Document acceptance test results
- Train operators before first print
If acceptance tests fail, do not sell firm lead times. One clean rule: if material handling or post-processing is still vague, the opening date is still at risk.
2
Materials And Post-Processing Workflow
Post-Processing Flow
Binder jetting post processing is a launch gate, not a cleanup task. If the part cannot move from material receipt to shipment through a written traveler, the business may print parts but still miss day one delivery. Metal work can include powder management, depowdering, debinding, sintering, infiltration, cleaning, finishing, and inspection; sand work can include sand supply, binder systems, climate control, curing, cleaning, palletizing, and foundry acceptance.
The main risk is queue time. Printed parts can sit waiting for furnace time, finishing capacity, or material approvals, and that turns a sale into a delay. Customers do not pay for parts that are only printed; they pay for repeatable delivery, so the launch plan has to prove the full handoff path before the first order ships.
Traveler And Capacity Check
Build a written traveler that starts at material receipt and ends at shipment, with one owner for each step. Before opening, verify furnace slots, finishing labor, inspection tools, cleaning, and any outside approval steps so the first jobs do not stall after printing.
- Map every handoff.
- Assign one owner per step.
- Test one part end to end.
- Document accept/reject rules.
- Lock outside capacity early.
If the traveler is clear, you can quote realistic ship dates and keep customer trust. If it is fuzzy, launch cash needs rise because printed inventory ties up labor and materials while parts wait for the next process step.
3
Quality And Part Qualification
Quality Gate for Saleable Parts
Quality and part qualification decides whether you can sell binder-jetted parts on day one or only make samples. You need dimensional inspection, sample coupons, material traceability, customer specs, tolerance limits, and repeatability testing before production sales. If the first approved parts do not come with inspection records, launch slips because you can’t promise delivery with confidence.
The risk is quoting tighter than the process can repeat. That leads to reworks, disputed specs, and slow approvals. For parts that need it, budget for X-ray inspection fees, precision calibration, thermal stress testing, leak testing, and quality lab fees. The readiness signal is simple: approved sample parts with inspection records.
Qualify Before You Quote
Before opening, map each part from CAD to shipment and assign who owns each check. Lock the inspection plan, test method, and acceptance limits in writing, then match them to the customer spec. If the process cannot repeat the tolerance, lower the quote scope or delay the sale. That avoids promising a part you cannot ship consistently.
- Approve sample parts first.
- Document traceability for every lot.
- Test repeatability on the same setup.
- Price lab work into the quote.
Do not start production sales until the inspection path is live and the records are clean. That protects first-day operations, keeps customer commitments realistic, and cuts early rework. It also keeps cash from getting tied up in parts that fail qualification after you have already sold them.
4
Staffing And Technical Capability
Staffing and Technical Coverage
For a binder jetting service, staffing is launch-critical because print setup, depowdering, inspection, and customer feedback move fast. If one technical person is doing quotes, machine work, and QA, that person becomes the whole production system. That is a launch delay risk, not just a hiring issue, because day-one output depends on trained coverage for machine operation, material handling, and records.
This launch driver includes operator work, applications engineering, post-processing, quality, and sales engineering, plus outside specialists for sintering or finishing. The readiness check is simple: can someone else step in and keep parts moving if the lead is absent? If not, pilot jobs slip, customer promises get shaky, and first-revenue timing gets pushed out.
Train Backup Coverage Before Open
Before opening, verify who owns machine setup, quoting support, material handling, and QA records. Put each task in writing and cross-train at least one backup for the launch path from print to shipment. That keeps one absence from stopping the line.
Also line up outside help for sintering and finishing if those steps are not in-house. Use a simple handoff sheet for each job so the customer feedback loop stays tight. If the team cannot inspect, document, and release parts quickly, the launch will miss pilot deadlines even if the printer is ready.
- Assign one owner per launch step
- Cross-train for print and QA
- Document outside specialist handoffs
- Test quoting-to-shipment flow
5
Sales Pipeline Development
Sales Pipeline Before Opening
Utilization drives this model, so the pipeline has to start before the machine is live. If opening day comes with no qualified orders, you get a commissioned printer but no real production schedule, and that delays cash and pricing feedback.
The first-revenue target should be a paid prototype or pilot order from an engineering or foundry customer. Readiness shows up as named prospects, active quotes, and launch-month pilot jobs, not just interest calls.
Build Orders Before the Install
Work the pipeline in this order: application demos, sample parts, RFQ intake, engineering buyer outreach, foundry partnerships, prototype pilots, then paid qualification jobs. That sequence protects opening timing because each step proves demand before you promise capacity.
- Track named prospects and quote dates.
- Log sample requests and pilot targets.
- Confirm decision makers before launch.
- Lock first paid jobs for launch month.
Here’s the quick check: if you cannot point to real quotes and a pilot buyer, the risk is not just weak sales, it is a slow start that hurts day-one cash conversion and leaves pricing untested.
6
Related Products
- Binder Jetting 3D Printing Service Porter's Five Forces Analysis
- Binder Jetting 3D Printing Service BCG Matrix
- Binder Jetting 3D Printing Service Business Model Canvas
- What Five Core KPIs Should Binder Jetting 3D Printing Service Business Track?
- Binder Jetting 3D Printing Service Business Plan Template in Pre-Written Word
- How Increase Profits Binder Jetting 3D Printing Service?
- What Are Operating Costs For Binder Jetting 3D Printing Service?
- Binder Jetting 3D Printing Startup Costs: $213M CAPEX To Open
- Binder Jetting 3D Printing Service Financial Model Template in Excel
- How Much Binder Jetting 3D Printing Owners Make on $296M Year 1 Sales
- How To Write A Business Plan For Binder Jetting 3D Printing Service?
- Binder Jetting 3D Printing Service Marketing Mix
- Binder Jetting 3D Printing Service Marketing Plan
- Binder Jetting 3D Printing Service Business Proposal
- Binder Jetting 3D Printing Service PESTEL Analysis
- Binder Jetting 3D Printing Service Pitch Deck Example Editable PPTX
- Binder Jetting 3D Printing Service Business SWOT Analysis
- Binder Jetting 3D Printing Service Value Proposition Canvas
Frequently Asked Questions
Start with a narrow application, not a broad shop promise Pick metal parts, sand cores, or a defined customer group, then align facility, equipment, post-processing, QA, staffing, and sales around it The researched Year 1 plan assumes 5,900 parts and $296 million in revenue, so demand validation matters before you buy full capacity