 Time to Open13 monthsLaunch runway
Time to Open13 monthsLaunch runwayHow To Open A Food Manufacturing Business In 4 To 12+ Months

Fully Editable
Instant Download
Professional Design
Pre-Built
No Expertise Is Needed
Description

Time to Open13 monthsLaunch runway  Launch Sequence7 stagesProduct first
Launch Sequence7 stagesProduct first Key BottleneckApproval gateState rules
Key BottleneckApproval gateState rules First Revenue StepFirst orderOrder paid
First Revenue StepFirst orderOrder paid


Key Takeaways
- Regulatory readiness prevents inspection delays and recall risk.
- Facility layout and utilities drive opening-month reliability.
- Supplier backups protect the 45,000-to-88,000 unit ramp.
- Standard operating procedures reduce first-batch errors.
Time to Open13 monthsLaunch runwayLaunch Sequence7 stagesProduct firstKey BottleneckApproval gateState rulesFirst Revenue StepFirst orderOrder paidLaunch timeline
This is a short web summary of the launch plan; the exported XLSX includes the detailed Gantt Chart and full task sequencing.
Launch scheduleMonth 1Month 2Month 3Month 4Month 5Month 6Month 7Month 8Month 9Month 10Month 11Month 12Month 13
Product validation
- Define SKU specs
- Scale recipe tests
- Set batch targets
- Approve pilot formulas
- Freeze launch menu
Compliance
- Map permit list
- Draft safety plan
- Review label copy
- Close compliance gaps
Facility setup
- Lease site ready
- Install utilities
- Lay prep zones
- Set sanitation flow
- Approval walk-through
Equipment & suppliers
- Source equipment quotes
- Order core line
- Lock ingredient vendors
- Confirm cold storage
- Receive machine parts
Packaging & QA
- Finalize package design
- Print labels
- Set QA tests
- Build trace logs
- Prep sample packs
Staffing & sales
- Hire ops lead
- Train production staff
- Build buyer list
- Send sample kits
- Confirm opening orders
- Run first shift
Want to test the launch ramp before you commit to Food Manufacturing?
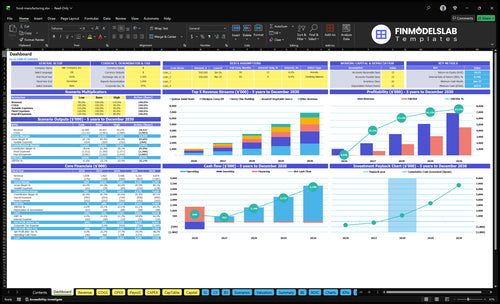
Food Manufacturing Financial Model Template shows revenue, costs, assumptions, cash runway, and break-even logic; open the model.
Model highlights
- Launch timing to volume
- Dashboard charts ramp, margin, runway
- Model tabs forecast units, prices
- Batch capacity, ingredients, packaging, labor
- Distributor margins and cash runway
- 20% overhead: safety, audits, utilities
- Year 1: $1038 million
- Year 2: $19618 million
- Year 5: $6878 million
How long does it take to open a food manufacturing business?
For Food Manufacturing, opening usually takes 4 to 12+ months. A co-packer or shared commercial kitchen can shorten setup, while an own facility or full plant adds buildout, inspection, and commissioning time; this is an execution timeline, not a funding timeline.
Timing drivers
- Choose facility path first.
- Wait on equipment lead times.
- Book inspection slots early.
- Qualify suppliers before launch.
Launch risks
- Fix failed shelf-life tests.
- Correct packaging seal issues.
- Revise labels fast.
- Measure ramp against 45,000 and 88,000 units.
What are the biggest food manufacturing launch mistakes?
The biggest launch mistakes in Food Manufacturing are selling before shelf life is proven, underestimating compliance, using a facility that can’t pass approval, relying on one supplier, and skipping batch costing. If revenue is meant to rise from $1,038 million in Year 1 to $6,878 million in Year 5, small unit errors compound fast, so do a readiness review before any buyer commitment.
Big mistakes
- Sell before shelf life is proven
- Ignore compliance and label rules
- Pick a weak facility
- Rely on one supplier
Launch blockers
- Miss sanitation SOPs
- Allow poor allergen control
- Use untested packaging
- Keep incomplete batch records
What permits are needed to start a food manufacturing business?
For Food Manufacturing, the typical US permit path is: form the entity, set tax accounts, confirm zoning, register the food facility with the US Food and Drug Administration where applicable, then secure state food manufacturing and local health/building approvals before production; for the operating metric behind a compliant launch, see What Is The Main Success Indicator For Your Food Manufacturing Business?. FDA facility registration renews every even-numbered year from October 1 to December 31, and USDA oversight can apply to meat, poultry, and certain egg products.
Core approvals
- Form entity and set tax accounts
- Confirm zoning before lease signing
- Check FDA food facility registration
- Get state manufacturing license
Food safety files
- Prepare label and allergen review
- Document sanitation and batch records
- Build traceability and recall process
- Map FSMA preventive controls
Confirm the business can open, produce, and ship safely
Launch readiness checklist
Use this go-live approval checklist to confirm the food manufacturing business is ready before opening.
Regulatory
- Entity registeredCritical
The legal entity must exist before permits, leases, and vendor contracts move ahead.
- Food permits clearedCritical
Local food manufacturing approval must be in hand before production starts.
- FDA registration confirmedHigh
Facility registration is needed where applicable before shipping food products.
Facility
- Production line commissionedCritical
Core equipment must run cleanly before the first batch goes out.
- Cold storage workingCritical
Cold storage has to hold product safely during intake, holding, and dispatch.
- Packaging line testedHigh
Packaging and sealing must work before you lock launch volumes.
Suppliers
- Ingredient suppliers lockedCritical
Primary ingredient supply must be secured before you promise volume.
- Packaging vendors approvedHigh
Packaging shortages can stop shipments even when production is ready.
- Backup suppliers documentedHigh
Backup sources reduce shutdown risk if a crop, pack, or transport issue hits.
Quality
- HACCP procedures writtenCritical
Hazard controls must be written before the first production run.
- Sanitation plan activeCritical
Cleaning steps need proof on paper so audits and inspections can pass.
- Recall traceability testedHigh
You need batch traceability before a bad lot reaches customers.
Staffing
- Key roles staffedCritical
Operations, QA, production, and sales need named owners before launch.
- Operators trainedHigh
Trained staff reduce waste, errors, and food safety misses in week one.
- Sanitation coverage setHigh
Sanitation shifts must be covered before production starts each day.
Commercial
- Labels approvedCritical
Labels and allergen claims must be right before any shipment leaves.
- Year one volume setMedium
The plan should align Year 1 at 45,000 units and Year 2 at 88,000 units.
- Cash runway approvedCritical
Cash must cover the Month 13 trough, since minimum cash hits $638k before recovery.
Want to see what will make or break the launch?
1Food Safety
4-12+ moCompleted approvals cut inspection delays and lower recall risk at launch.
2Facility Setup
Site readyWorking utilities and trial runs reduce failed batches in the opening month.
3Supplier Control
45K->88KApproved suppliers keep ingredients and packaging flowing as Year 1 scales to 45K units.
4Labeling
Label readyScaled recipe and label review reduce relabeling delays and protect shelf life claims.
5SOP Readiness
Trained crewTrained staff and written steps cut errors during first production batches.
6Sales Ramp
45K->300KBuyer requirements and capacity alignment turn the first orders into clean revenue.
Regulatory And Food Safety Readiness
Food Safety Readiness
For a food manufacturer, regulatory readiness decides whether production can start on time. You need the right facility registration, mapped state and local approvals, written Good Manufacturing Practice procedures, batch records, allergen controls, and a tested recall process before first output. No paperwork, no production.
The biggest risk is unclear Food Safety Modernization Act or Hazard Analysis and Critical Control Point scope. If labels, suppliers, or the facility type are not aligned with the product category and sales channel, launch can stall in inspection. That slows first revenue and raises recall risk before the plant ever runs at scale.
Lock the compliance file first
Before opening, verify the approval path, then document the operating steps that match it. Build the file around the product, the facility, and the channel so the team knows what inspectors will ask for on day one.
- Map federal, state, and local approvals.
- Write sanitation and allergen procedures.
- Test recall steps before launch.
- Match labels to product rules.
- Check batch records and inspection path.
Here’s the quick math on risk: if launch volume starts at 45,000 units and scales toward 88,000 units, weak controls get expensive fast. One delayed inspection can push hiring, packaging, and inventory spend forward without any sales to cover it.
1
Facility And Equipment Readiness
Facility and Equipment Readiness
If the site is not ready, the opening date is just a date on paper. For food manufacturing, the facility must support capacity, sanitation flow, storage, and production reliability on day one. A layout that works for pilot batches but fails at commercial volume creates slower throughput, more failed batches, and extra cash tied up before revenue starts.
Readiness means approved site selection, working utilities, a defined workflow, sanitation zones, cold or dry storage, installed production and packaging equipment, a maintenance plan, commissioning records, and completed trial runs. The main timing risks are inspection timing, equipment lead times, packaging specs, and staffing. One clean test: if you cannot run a full batch end to end, you are not launch-ready.
Sequence the build before the first batch
Verify utility loads, floor flow, and storage layout before equipment delivery. Then lock packaging specs, since late changes can stall commissioning and force rework. For a source plan that grows from 45,000 units in Year 1 to 88,000 units in Year 2, the site has to support the larger-volume path, not just the pilot line.
- Confirm utilities before install.
- Match layout to commercial volume.
- Document commissioning and trial results.
- Train staff before live production.
Assign one owner for site sign-off, equipment install, sanitation zoning, maintenance checks, and trial-run closeout. If staffing slips, live training slows output and raises error risk on first orders. Trial runs expose the real bottlenecks, so fix them before customers expect steady shipments.
2
Supplier And Ingredient Control
Ingredient Supply Readiness
First orders fail when ingredients, packaging, or labels are late. For this food maker, the launch gate is simple: approved suppliers, exact ingredient specs, packaging supply, allergen controls, and backup vendors must all be in place before the first production run.
The volume plan climbs from 45,000 units in Year 1 to 88,000 units in Year 2, so supplier capacity must scale too. Here’s the risk: one missing ingredient or one packaging delay can stop production, delay revenue, and leave finished goods space idle.
Lock Inputs Before You Book Output
Verify minimum order quantities, shelf life, label claims, storage rules, and receiving checks before launch. If a spec is unclear, the batch can be rejected, relabeled, or held, which burns time and cash.
- Approve backup vendors for key inputs.
- Match specs to allergen controls.
- Test receiving and storage procedures.
- Align batch size with supplier MOQ.
Document who buys each item, when it is reordered, and what happens if a shipment slips. That keeps the inventory process from becoming the bottleneck on day one.
3
Product Validation And Labeling
Product Validation And Labeling
For a food maker, this is the gate between a good pilot and a sellable product. Buyers and regulators need the recipe, label, shelf life, and quality specs to match what will come off the line, or first shipments get held up. If the first commercial run changes taste, weight, yield, or safety, launch slips fast. Simple rule: if the label can’t match the batch, the product can’t ship.
This matters even more as volume grows from 45,000 units in Year 1 to 88,000 units in Year 2. That scale only works if commercial test batches, nutrition review, allergen labeling, packaging compatibility, and the product specification sheet are locked before printing and purchase orders. What delays opening is usually not the idea, but the rework after a pilot recipe behaves differently at scale.
Lock the spec before labels print
Run the recipe in commercial settings, not just a kitchen test. Confirm that supplier inputs, equipment settings, and storage conditions still give the same texture, fill weight, yield, and safety profile. One clean launch batch now is better than three rushed label fixes later. If the product changes after packaging approval, you risk relabeling delays and wasted inventory.
Before opening, verify the nutrition panel, allergen statement, seal integrity, and shelf-life assumptions. Keep the product spec sheet tight so operations, quality, and packaging all use the same version. Here’s the quick check:
- Approve the scaled recipe.
- Test packaging with real product.
- Compare pilot and commercial yields.
- Document every allergen control.
- Freeze the label before print.
4
Staffing And SOP Readiness
Trained Crew and SOPs
Launch risk stays high until the plant has trained operators, a supervisor, quality assurance support, and sanitation coverage lined up for each shift. Repeatable batches depend on people following SOPs (standard operating procedures, or written steps for doing the work the same way each time), not just on installed equipment.
If hiring slips and training happens during live production, errors show up fast in batch logs, records, cleaning windows, and quality checks. That can delay opening, create rework, and stretch cash needs because the first batches may use more labor and more scrap than planned.
Lock the First Shift Plan
Before opening, verify who covers production, sanitation, safety, and QA on each shift, and test every SOP against the actual production schedule. Make sure the team can complete cleaning windows, inspections, and documentation without pausing output.
Use a simple readiness check: staff assigned, SOPs written, safety training done, production records ready, batch logs in place, and backup coverage named. If any one of those is missing, day-one output can slip and customer orders can start late.
- Assign every shift before launch.
- Train before live production starts.
- Test logs during trial batches.
- Confirm cleaning and inspection timing.
5
Sales Channel And Production Ramp Readiness
Sales Channel And Ramp
Revenue starts only when buyers, packaging, pricing, and fulfillment all fit together. For a food maker, that means sample programs, distributor talks, retailer requirements, case packs, minimum order quantities, and shipping rules must be set before launch. If any one slips, opening may still happen, but first revenue gets delayed and launch month turns into troubleshooting instead of shipping.
The ramp has to match real capacity, not hoped-for demand. The plan runs from 45,000 units and $1.038 million in Year 1 to 300,000 units and $6.878 million in Year 5, so label approval, shelf life, packaging, and inventory flow need to be proven before taking bigger orders. One clean launch beats a fast sale that cannot be filled.
Lock Orders To Capacity
Before opening, map each channel’s rules in writing: case pack, price, MOQ, lead time, and delivery method. Then test the full path from sample to invoice to shipment. If the buyer expects a certain shelf life or storage condition, confirm it now so fulfillment does not fail on day one.
- Validate capacity before taking orders.
- Match MOQ to production runs.
- Confirm label and pack approval.
- Set backup inventory and freight steps.
- Track fill rate from first shipment.
Here’s the quick math: the plan rises from 45,000 to 300,000 units, so channel demand and production schedule must scale together. The main risk is promising a retailer or distributor a launch week the plant cannot support, which creates short shipments, rush freight, and extra cash strain.
6
Related Products
- Food Manufacturing Porter's Five Forces Analysis
- Food Manufacturing BCG Matrix
- Food Manufacturing Business Model Canvas
- 7 Critical KPIs to Scale Your Food Manufacturing Operation
- Food Manufacturing Business Plan Template in Pre-Written Word
- 7 Proven Strategies to Boost Food Manufacturing Profit Margins
- How Much Does It Cost To Run A Food Manufacturing Business Monthly?
- Food Manufacturing Startup Costs: $63K Monthly Readiness Budget
- Food Manufacturing Financial Model Template in Excel
- How Much Food Manufacturing Owners Make At 300,000 Units
- How to Write a Food Manufacturing Business Plan in 7 Steps
- Food Manufacturing Marketing Mix
- Food Manufacturing Marketing Plan
- Food Manufacturing Business Proposal
- Food Manufacturing PESTEL Analysis
- Food Manufacturing Pitch Deck Example Editable PPTX
- Food Manufacturing Business SWOT Analysis
- Food Manufacturing Value Proposition Canvas
Frequently Asked Questions
Usually not at meaningful scale Home-based food rules depend on the state, product type, and sales channel, and many wholesale or retail buyers require approved commercial production space If your Year 1 target is 45,000 units, plan around a commercial kitchen, co-packer, or licensed facility rather than a home setup