How To Start A Leaf Spring Manufacturing Company In 6–12+ Months
Leaf Spring Manufacturing Company
You’re opening a steel-forming operation, not a simple parts shop, so the launch plan must line up facility readiness, equipment, spring steel supply, heat treatment, quality control, staffing, and first buyers This guide covers the practical opening sequence for a US leaf spring manufacturer using 6–12+ months as the planning range and 12,450 Year 1 units as the researched production assumption
Time to Open8-12 monthsLaunch runwayLaunch Sequence8 stagesFacility firstKey BottleneckBuildout delayValidation pathFirst Revenue StepTrial ordersSample approval
Launch timeline
This is a short web summary of the launch plan, and the XLSX export contains the detailed Gantt Chart.
What are the biggest risks in leaf spring production startup?
The biggest risk in Leaf Spring Manufacturing Company is launching before product validation is complete. If spring steel specs, heat-treatment consistency, hardness, camber, load capacity, fatigue performance, and dimensional tolerances are off, you get returns, warranty claims, and lost distributor trust. Start with controlled trial batches, document every inspection, compare output to buyer specs, fix process variation, and only then scale toward the 12,450-unit Year 1 plan and about $524 million in revenue.
Readiness gates
Spring steel specs must match buyer needs
Require material certificates on every batch
Check hardness, camber, and load capacity
Verify coating, finishing, and tolerances
Scale only after proof
Run controlled trial batches first
Document inspection results in each run
Compare output against buyer specs
Fix variation before scaling volume
What do you need to start a leaf spring manufacturing company?
To start a Leaf Spring Manufacturing Company, you need an industrial facility, spring steel supply, production equipment, tooling, inspection tools, trained labor, quality paperwork, and first customer qualification; this How To Launch Leaf Spring Manufacturing Company? guide maps the setup path. Year 1 assumes 5 SKUs and 12,450 units, or 1,037.5 units/month on average, so capacity must be proven before full order intake.
Production setup
Set up cutting, heating, and forming.
Add eye rolling, quenching, and tempering.
Use shot peening, drilling, and assembly.
Inspect dimensions, hardness, finish, and fit.
Launch controls
Secure certified, consistent spring steel grades.
Plan inbound logistics and backup sourcing.
Hire operators, inspectors, maintenance, supervision.
Document safety procedures and customer qualification.
How long does it take to start a leaf spring manufacturing company?
Plan on 6–12+ months to start a Leaf Spring Manufacturing Company. The schedule is driven by dependencies, not a clean calendar: facility readiness has to come before final equipment layout, and industrial power, ventilation, material handling, and truck access can slow installation. The real critical path is equipment lead times, tooling, heat-treatment setup, supplier qualification, trial production, and customer approval, so don’t book large production commitments until hardness, camber, load performance, dimensions, and inspection records pass internal checks.
Timeline drivers
6–12+ months is the realistic start window
Facility readiness comes before equipment layout
Power, ventilation, and truck access can delay install
Lead times set the pace, not the calendar
Go-live checks
Confirm heat-treatment setup first
Qualify suppliers before trial runs
Test hardness, camber, and load performance
Leave room for sample rejection and rework
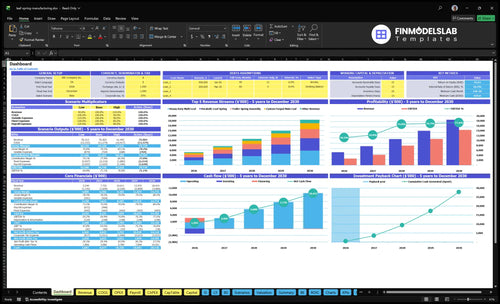
Leaf Spring Manufacturing Company Financial Model
5-Year Financial Projections
100% Editable
Investor-Approved Valuation Models
MAC/PC Compatible, Fully Unlocked
No Accounting Or Financial Knowledge
Confirm whether the leaf spring factory is ready to open
Launch readiness checklist
Use this go-live approval checklist to confirm the business is ready before opening.
1Compliance
Zoning and permits clearedCritical
The plant cannot open until local land use and operating permits are in place.
Safety procedures filedCritical
Written safety steps reduce injury risk during forging, heat work, and handling.
Waste handling approvedHigh
Scrap, coating waste, and process residue need an approved handling path.
2Facility
Power and gas upgradedCritical
Forging and heat treatment need stable utility capacity before startup.
Floor load and layout clearedHigh
Heavy presses and racks need safe floor loading and clear process flow.
Material handling installedHigh
Forklifts, cranes, or lifts must be ready to move steel and finished parts.
3Supply chain
Steel vendor confirmedCritical
Production stops fast if spring steel supply is not locked in.
Coating and packaging readyHigh
Finishing and packaging must support shipment without late rework.
Maintenance support lined upMedium
Press and furnace downtime can wipe out first-month output.
4Workforce
Operators and inspectors hiredCritical
You need enough hands to run production and check quality from day one.
Maintenance and safety coveredHigh
Repair and safety coverage keeps launch issues from turning into shutdowns.
Supervisors trained on flowHigh
Supervisors must know routing, escalation, and shift control before go-live.
5Quality
Sample runs passedCritical
Pilot parts must meet spec before full production starts.
Inspection records readyCritical
Traceable records are needed before any buyer release or audit.
Rework process documentedHigh
A clear rework path cuts scrap and keeps failed parts out of shipment.
6Commercial
First buyer approval securedCritical
No launch is real until at least one buyer accepts the part and terms.
Distribution channels signedHigh
Fleets, distributors, and trailer builders should be lined up for first sales.
Model ties to Year 1 planCritical
The plan should match 12,450 units and about $5.244 million revenue in Year 1.
Which launch drivers decide whether the factory opens on time?
1Facility Readiness
6-12+ mo
Utility-ready site prevents layout, power, and safety delays at go-live.
2Tooling Install
5 lines
Installed tooling and dry runs turn samples into repeatable batch orders.
3Steel Supply
Steel certs
Qualified steel and backup suppliers cut rejected batches and delivery misses.
4Quality Gate
Sample pass
Validated hardness and fatigue tests lower return risk before customer approval.
5Skilled Crew
12,450 units
Trained crews and steady workflow keep output on plan without founder firefighting.
6First Orders
$5.2M
Sample approvals and focused buyers turn launch readiness into cleaner first orders.
Facility And Industrial Utility Readiness
Facility Readiness
When the plant can’t handle zoning, industrial power, ventilation, and floor load, the launch slips before the first machine starts. For a leaf spring manufacturer, the building has to support forming, heat treatment, finishing, inspection, packaging, and shipping in one clean flow, or the first production batches will stall.
The main risk is a site that looks cheap but can’t carry steel stock, truck traffic, or hot-process equipment. Confirm utility upgrades before commissioning, because a weak facility creates install delays, safety gaps, and missed day-one output against the 12,450-unit Year 1 plan.
Verify the building before you sign
Map the flow from steel intake to shipping, then check each constraint against the equipment list. One bad utility line can hold up the whole launch.
Confirm zoning and occupancy use.
Verify power, ventilation, and floor load.
Check material handling and truck access.
Set storage for steel stock.
Document utility upgrades before install.
Use a day-one checklist for forming, heat treatment, inspection, and packaging so the plant can run the first batch without moving parts around the building.
1
Equipment And Tooling Installation
Equipment and Tooling Readiness
This launch driver decides whether Summit Spring Works can move from samples to repeatable batch orders. The plant needs sourced, installed, tested, and calibrated cutting, heating, forming, eye rolling, quenching, tempering, shot peening, drilling, assembly, and inspection equipment before sales promises are made. The readiness signal is a successful dry run and trial production by SKU, with tooling matched to all 5 planned product lines.
If tooling lands late or calibration drifts, launch slips even if the building is ready. That means missed first shipments, more scrap, and extra cash tied up in labor, utilities, and vendor fixes while the line still cannot ship steady batches.
Tool Before You Sell
Lock the sequence in this order: install utilities-ready equipment, verify maintenance support, train operators, then run trial builds for each SKU. Keep a signoff sheet for each station: cutting, heating, forming, eye rolling, quenching, tempering, shot peening, drilling, assembly, and inspection. No tooling match, no launch date.
Before opening, document setup specs, calibration limits, spare parts, and inspection gauges, then prove the line can repeat the same part twice in a row. If one station fails a dry run, hold sales commitments and fix the bottleneck first. That protects day-one output and keeps the first batch from turning into scrap.
Match tooling to all five SKUs.
Run dry runs before sales quotes.
Record calibration settings by station.
Keep spare parts and maintenance ready.
2
Spring Steel Supplier Qualification
Spring Steel Supply Readiness
If steel is late or uneven, the plant may open on paper but not ship good parts on day one. For a leaf spring maker, approved spring steel sources, material certificates, and backup suppliers matter as much as machines, because one bad heat-treat or one missed truck can stop a first fleet order.
The main risk is material that passes purchase review but fails production validation. Before opening, test each steel input against heat-treatment and performance needs, and confirm consistent grades, inbound logistics, and inventory buffers so the line keeps moving if a shipment slips.
Approved sources
Material certificates
Consistent grades
Inbound logistics plan
Inventory buffer
Backup supplier
Qualify Steel Before You Sell
Lock the supplier list before you promise launch dates. Verify approved sources, material certificates, grade consistency, and delivery lead times, then run trial inputs through heat-treatment and production checks with the exact steel you plan to buy.
Build a small buffer and a backup supplier plan so a first customer order does not stall when replacement steel cannot arrive on time. No steel approval, no sales commitment. That cuts rejected batches and supports distributor trust from the first shipment.
3
Heat Treatment And Quality Validation
Quality Validation Before First Shipments
For a leaf spring manufacturer, quality validation is a launch gate. If heat treatment is not consistent, the business may have parts that look right but fail on hardness, camber, load capacity, or fatigue performance, which blocks customer approval and puts first-day revenue at risk.
Before opening, each SKU needs documented inspection results, trial batches, and sample approval. That means the line cannot be treated as “good enough for now”; it has to prove the steel grade, furnace setup, quenching, tempering, and measurement tools can hold the same result every run. One weak batch can delay launch and trigger returns fast.
Prove the Process Before You Promise Ship Dates
Start with trial batches and keep process records for every step. Tie each part back to the steel grade, furnace settings, quench method, tempering cycle, and inspection tool used, so sample approval is based on evidence, not eye tests.
Check hardness, camber, and dimensions first.
Run destructive or performance tests where needed.
Get buyer sample approval before sales go live.
Hold back launch if results drift by SKU.
If the first batches fail load or fatigue expectations, opening slows down, cash gets tied up in rework, and customer qualification takes longer. The clean launch path is simple: validate, document, approve, then ship.
4
Skilled Labor And Production Workflow
Trained Crew and Repeatable Flow
Skilled labor is what turns installed machines into sellable parts on day one. This plant needs trained operators, maintenance support, quality inspectors, production supervision, safety procedures, and shift planning so it can run controlled batches from steel intake through shipping without constant founder intervention.
The real launch risk is hiring after the machines arrive. If training on forming, heat treatment, inspection, rework, inventory control, and safety slips, first batches stall, rework rises, and the opening date moves. That can also strain cash because payroll starts before output does, while the Year 1 plan targets 12,450 units.
Train Before Full Ramp
Build the crew around the actual workflow, not job titles. The readiness check is simple: can the team run a controlled batch with installed equipment and documented procedures, then repeat it with the same quality?
Before opening, assign each step and test it in order:
Train operators on forming and heat treatment.
Train inspectors on dimensions and rework.
Set shift plans and safety checks.
Test inventory control from intake to shipping.
Confirm maintenance coverage for downtime.
If any one role is missing, day-one output will depend on the founder filling gaps, and that slows shipments, hurts customer trust, and makes the opening look ready before it really is.
5
First Customer Pipeline And Order Qualification
First Order Qualification
First revenue depends on sample approval, minimum order quantities, and delivery reliability. If buyer targets are loose, the launch slips into custom work, slow approvals, and messy first shipments that can delay cash and confuse operations on day one.
This driver also sets the opening pace for aftermarket distributors, repair networks, trailer builders, fleets, specialty vehicle upfitters, and private-label buyers. The risk is selling too broad a catalog too early. A tighter launch SKU list and clear batch terms support cleaner first orders and a realistic ramp toward about $524 million in Year 1 revenue.
Qualify Buyers Before Promising Ship Dates
Start with active outreach and one simple rule: only quote what quality records and production capacity can support. Define launch SKUs, prepare samples, and write the batch terms before sales calls turn into commitments. If sample approval drags, first revenue slips and the shop may idle while the team waits for buyer sign-off.
Start by proving the production path before chasing large orders Secure an industrial facility, qualify spring steel suppliers, install forming and heat-treatment equipment, document quality control, and line up first buyers The researched launch plan uses five SKUs, 12,450 Year 1 units, and about $524 million in Year 1 revenue as planning assumptions
Plan on 6–12+ months for a serious US manufacturing launch The schedule depends on facility readiness, industrial utilities, equipment lead times, tooling, heat-treatment setup, supplier qualification, and buyer sample approval If heat treatment or inspection records are not ready, the opening date should move, not the quality standard
Not always, but the process must be controlled either way If you outsource heat treatment, require documented specs, consistent hardness, batch records, and delivery windows that support customer orders If you bring it in-house, it becomes a major launch gate because quenching, tempering, load performance, and fatigue checks affect product acceptance
The biggest delays usually come from equipment installation, tooling, heat-treatment validation, and customer approval cycles Facility issues also matter if power, ventilation, floor load, or material handling are not ready With a Year 1 target of 12,450 units, even a small process delay can create missed batch orders and strained buyer trust
The first revenue step is getting approved trial or batch orders from buyers who need replacement or specialty suspension parts Focus on aftermarket distributors, repair networks, trailer builders, fleets, regional wholesalers, and upfitters Keep the launch catalog tight across proven SKUs before expanding toward the Year 5 assumption of 37,900 units
About the author
Sofia Reed
First-Time Founder Guide Writer
Sofia Reed writes for Financial Models Lab, helping first-time founders plan launch budgets with clarity and confidence. She focuses on estimating startup needs before opening, translating business costs into simple language for service business founders. With a practical approach to simple launch planning, she balances optimism with cost-aware thinking so new owners can prepare for opening day with a clearer view of what it takes to start strong.
Choosing a selection results in a full page refresh.